
There are two main aluminum extrusion techniques – Direct and Indirect extrusion.
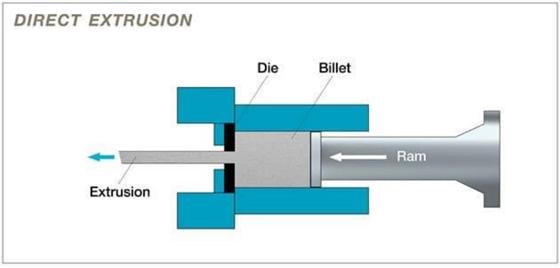
Direct Aluminum Extrusion
This is the most commonly used extrusion aluminum technique. The aluminum extruder places the billet/heated aluminum in a container with heated walls while a moving ram pushes the metal through the die opening with force. This step produces a high amount of pressure.
In addition, machinists usually put material blocks between the heated aluminum (billet) and the ram, preventing them from coming in contact. Most suppliers and manufacturers call this technique a direct/forward extrusion process because the aluminum and the ram move forward in the same direction.
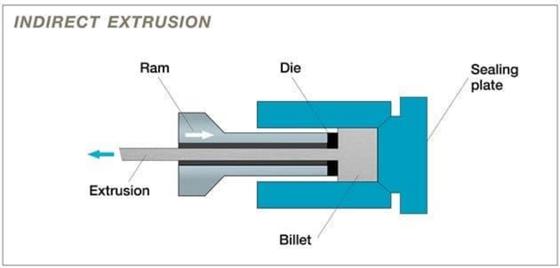
Indirect Aluminum Extrusion
Indirect or backward extrusion is entirely different from the direct technique. In this process, the heated aluminum and the container move concurrently while the die remains in the same position. Machinists often use a “stem” to perform this operation. The length of the stem must be longer than the container’s length. Hence, the stem forces the aluminum billet through the stationary die.
The backward extrusion generates less friction compared to the direct extrusion technique. It has a better heat control feature. This outcome may be a result of the applied force, which is relatively steady. Also, the consistent temperature ensures better grain structure and mechanical characteristics. As a result, the product quality for indirect extrusions is typically dependable.


Although the above-explained extrusion steps of the aluminum extrusion process may appear easy and automated, these steps can be very complicated. The extrusion process is quite complex and depends on the relationship between numerous parameters that must be managed. They include the following:

1. Extrusion Speed
In general, the extrusion speed is directly proportional to the temperature inside the container and the metal pressure. To maintain a stable process and provide a constant extruded segment, the speed, temperature, and pressure must be suitably correlated.
2. Extrusion Ratio
Any shape’s extrusion ratio is an indicator of the amount of mechanical work that will be done during the extrusion process. When the extrusion ratio of a section is relatively low, there will be minimal mechanical work on the areas of the shape involving the largest metal mass. When the extrusion ratio is high, on the other hand, more pressure is required. The pressure is to force the metal through small openings.
3. Billet Temperature
The ideal billet temperature provides suitable surface conditions and acceptable tolerances. Likewise, it ensures the shortest possible cycle time. It is always preferable to have the lowest possible temperature for the billet extrusion. Too high temperatures will cause the metal to flow more freely. The metal might resist entering confined areas. Thus, the shape dimensions may fall outside of the specified tolerances. Similarly, high temperatures can cause the metal to rip at thin edges and sharp corners.
4. Extrusion Press
Weight per foot becomes important in the extrusion of aluminum due to the different extrusion presses. Extruding lighter portions, as expected, requires smaller presses. However, there are also other issues that may necessitate larger capacity presses.
A common example is a bigger, thin-walled hollow extrusion shape. Despite having a low weight per foot, the extrusion press tonnage required may be greater. The effect is similar to that of the extrusion ratio. A higher factor makes the part more difficult to extrude. As a result, this has an impact on press production.
5. Extrusion Shapes
The shape determines the complexity and costs of extruding a component. The aluminum extrusion process can create a wide variety of shapes, but it has some restrictions. Simple solid shapes, for example, will be considerably easier, faster, and less expensive to extrude than semi-hollow shapes. The more complicated the shape, the more difficult and expensive it is to extrude.
After the successful completion of the extrusion and quenching processes, you also need to carefully and closely monitor these parameters:
- Dimensions and tolerances of the product
- Macro-structure of the bars/tubes/profiles
- Surface finish
- Mechanical properties
- Other special quality considerations
The post-treatment options for extruded profiles help to improve their properties. These are some of these options:
Metal Heat Treatment Processes
To improve their ultimate tensile strength and yield stress, you can heat-treat aluminum alloys in the 5000, 6000, and 7000 series. To do this, you must put these profiles in ovens where they are quickly aged.
Mechanical Machining
Mechanical machining of extruded aluminum is not a single process; it involves a collection of methods that help enhance the aluminum extrusion’s surface. These include cutting, polishing, sanding, and grinding. Unlike chemical applications, you have to use abrasive media to apply mechanical force to the surface of the aluminum to smoothen it. It helps to enhance its surface in preparation for another finishing operation.

Surface Treatment
Aluminum bars can take different finishing treatments. This helps to enhance the appearance of these extruded profiles and their corrosion properties.
●Anodizing
Anodizing is a process that helps strengthen the aluminum’s naturally-existing oxide layer. It does this by improving its corrosion resistance properties. Also, anodizing aluminum makes the metal more resistant to wear, strengthening the surface emissivity and creating a porous surface that can accept various colored dyes.
●Painting
Manufacturers often paint extrusions for aesthetic reasons. However, it also helps to increase its longevity and reduce the cost of maintenance. You can also apply different colors to extruded aluminum profiles, providing a buffer against corrosion.
●Blasting
Blasting helps to eliminate residue and scale present on a machined component after heat treatments. This procedure helps to add texture to the surface while removing other contaminates that may remain after heat treatment. Blasting helps to make further operations, such as machining and painting, easier, giving your extruded aluminum profiles an aesthetic matte finish.



