
Posted on: July 16, 2018, | By Candy WayKen Marketing Manager
You are a designer who came here to save some money at the prototyping stage. Designing things and manufacturing them are completely different arts. Designers aim at functionality and aesthetics and manufacturing engineers have left with an impossible geometry afterward. Well, the situation is not that bad, usually. The part is manufacturable but the costs may be much bigger than they could be if the part was initially designed with regards to the way it would be manufactured. Let’s look at the CNC aluminum parts and try to cut aluminum machining cost.
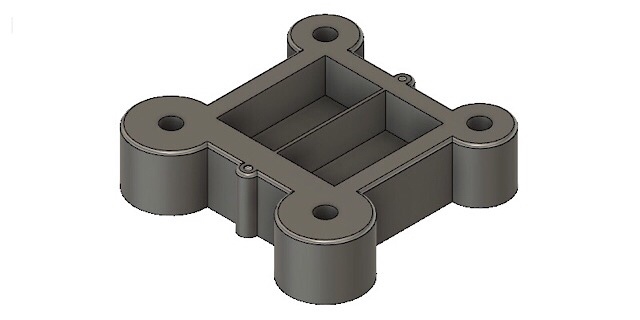
Here are a few tips that you should check before bringing your product into the prototyping stage. I decided to illustrate the tips with an enclosure model. This is supposed to be a simple device, where a panel is inserted into the square hole and the device is mounted with 4 screws. The picture is below.
Tip 1. Check the Holes
First. Long Threading
There exists a common misconception that the longer the thread and the screw, the stronger it holds. Well, that is completely wrong. If you make a computation of force, you’ll see that only the first two or three teeth of the thread withstand 80% of the force. What does it mean? It means that there is no need to make those long holes for long bolts.
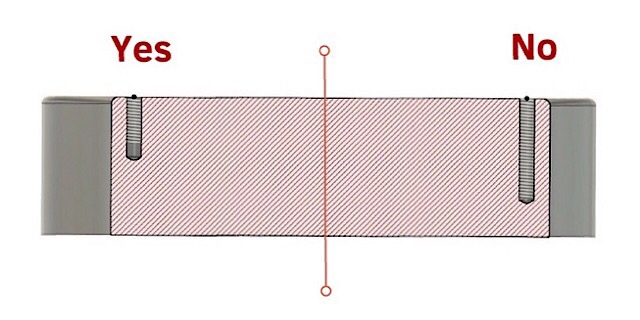
Second. Blind holes
If the hole is blind and threaded, leave some space free of thread near the bottom of the hole. At least more than two pitches. The point for this is that the threading instrument has 2 zones. The first one is for “cutting in”. Its initial diameter of the instrument is the same as the inner diameter of the thread and it gradually grows towards outer diameter so that the instrument cuts a little bit more with each turn. The second zone is for calibration. It makes the thread more precise. So, the instrument needs some more space to cut the last turns of the thread completely.
Third. Look for deep holes
The general guideline is to keep it not much more than 3 diameters in length. The reason is that the deeper the hole the longer the drill. Longer drills are less rigid, more likely to stray from the axis and result in a low-quality hole. However, for such holes, the so-called gun drill is used. It can create holes of virtually any length but it will cost you more if you have to use it. So, if you have deep holes in your part, maybe it is worth looking into them. For example, consider increasing the diameter if that is possible. Just for the prototype. It will allow you to avoid special instruments but the part may retain its main functional features.
Tip 2. Check the Pockets
First. 90-degree angles
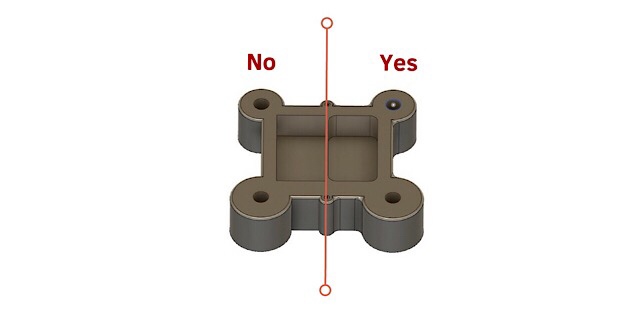
People design parts with pockets. Those pockets have 90-degree angles. But most parts in prototype technology are machined using milling CNC centers. This means that the part is created by cutting chips from the stock with a cylindrical revolving instrument. So, how can it do a 90-degree angle in a confined space? The answer is: It can’t. In order to meet the design, the manufacturer will have to use the shaping machine and cut off the Fillet. In a lot of cases, you don’t need this angle. Just let the fillet be. Shaping it off is a whole additional unneeded operation.
Sure, there are cases where you need to put some corresponding part in the slot. But maybe you should consider creating same fillets on the part that will be inserted? Making them does not make the CNC program harder or longer. If this is not an option, okay. Make a cylindrical cutout (look at the picture) of at least 1/3 of the pocket depth. It will let the manufacturer process the part on a mill and the corresponding square part will still fit.
Second. Avoid deep pockets
Ha, this was my mistake when I started machining. I was doing a large turbine blade and had to machine a piece of the airfoil. However, the stock I chose was too small, so the jigs were fixed right at the borderline of the airfoil. Due to its size and curvature, the pocket in the middle of it was quite deep and since I could not move anywhere but inside the perimeter of the airfoil, or my spindle would hit the jigs and it would be a catastrophe, I had to choose a 150 mm long 10 mm mill. If I set cutting depth at a more than 0,3 mm, it would just snap like a twig. Lost 2 or three of them milling those airfoils. So, the moral is. Try to avoid small and deep pockets. Otherwise, be ready to buy and lose some instruments.
Third. Avoid thin walls
Thin walls are every manufacturer’s enemy. Machining involves a lot of force and heat. Thin walls are really damaged by those, so if you have some thinned out elements to avoid a lot of weight, make them thicker and drill some holes in them instead. Or make thin walls get thicker the closer it gets to its base.
Tip 3. Check The Part Requirements
A lot of designers think that the more precise the part is or the finer the surface finish, the better. This is a large misconception. Sure, ground and polished parts look awesome, shiny and are not that susceptible to corrosion, however, manufacturing them is a long and costly process. This is why part tolerances and surface finishes are differentiated.
First. Check the surface finish
In manufacturing engineering, all part surfaces are divided into two categories. Functional and secondary. Functional Surfaces determine the operation of the part in the mechanism, for example, the inner central hole of the car wheel is a functional surface because it is fitted onto the chassis. Those surfaces are usually the most precise and fine surfaces of the part. That is logical. They withstand all the loads and do all the work.
Secondary surfaces, on the other hand, serve as a mediator between the functional surfaces or are necessary for the strength of the part ( they add thickness). This is why there is no point in, making all the surfaces fine. You will just pay 5 times more for your part.
Second. Check the tolerances
So, the story here is the same. Why bother grinding and finishing all the surfaces to 0,005 mm precision if they won’t use that advantage. When designing a part, first of all, determine its functional surfaces and focus on them.
In Conclusion
There are millions of tips to cut machining costs. Some of them involve correct size positioning in the part drawing, others involve choosing or creating surfaces to fix the part. There are methods to improve machining without modifying the design and a lot of other complex measures. However, the person who designs the product doesn’t have to know them. A manufacturing engineer has to. But your is working for an outsourcing company so you have to take a part of his job at the design stage at least. By following these tips, you will significantly decrease the machining time of your prototype.


