
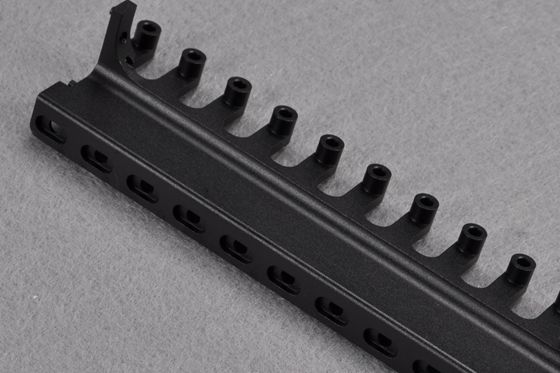
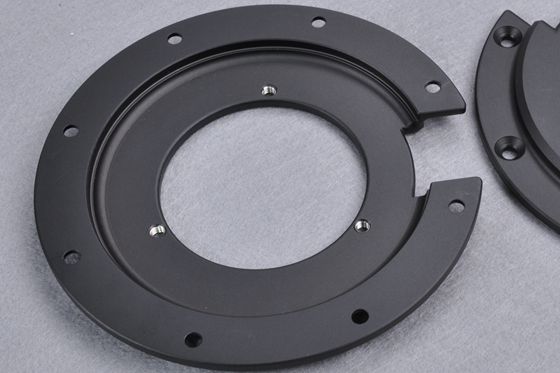
The black oxide coating is a type of coating that belongs to the conversion coating category. A conversion coating is a type of coating where a chemical process is used to make the coating. The name ‘black oxide’ originates from the fact that the coating makes the color of any metal surface black/matte.
The black oxide finish process involves dipping machined metal parts into an alkaline solution. The solution then converts the iron on the metal surface into a compound known as magnetite. This magnetite gives a black coating on the metal surface. Metals you can black oxide include stainless steel, powdered metals, copper, silver solder, zinc, etc.

The back oxide finish process generally involves five steps which include:
- Cleansing
- Rinsing
- Descaling/Pickling
- Black Oxide Finish
- After Finish
This section will explain each of these steps in detail.
Cleaning
This process involves preparing the part for the black oxide finish coating. The machinists degrease and clean the part using an alkaline solution.
Rinsing
This process involves washing off the alkaline solution used in cleaning with distilled water.
Descaling/Pickling
This stage is only necessary if the parts have rust or scales. It involves removing all the rusts and oxide stains on the finished parts by soaking them in acid.
Neutralizing
This process is only necessary when the finished parts have blind holes, or it is an assembly of parts. This involves rewashing the part with an alkaline solution. This will help prevent bleed-outs which could impair the surface of the part.
De-plating
This conditional stage occurs only when the finished part is plated with another material (e.g., chromium, zinc, cadmium, etc.). The machinist must de-plate the part as the black oxide finish cannot stay on plated parts.

Black Oxide Finish
This is where the machinist finally applies the finish. The machinist dips the finished metal parts into tanks containing various alkaline solutions such as sodium hydroxide, nitrates, and/or nitrates. This stage has three different temperatures, determining the coating material on the part’s surface.
At the hot (141°C) and mild temperatures (90 – 120°C), the process leaves a magnetite coat (Fe2O3) on the part. However, at the cold temperature operating level, the process deposits a copper selenium coat (Cu2Se) on the part surface.
After-Finish
Without the after-finish, the finished part is still highly prone to corrosion. However, this rule does not apply to black oxide stainless steel or brass surface. This is because these metals have inherent anti-corrosion properties. However, for other metal parts, the after-finish is quite vital. The common after-finish candidates are oil, wax, and lacquer.
Oil is the commonly used after-finish among machinists. It gives a glossy surface and also increases the lubrication and corrosion properties. Wax gives a duller surface, but its lubrication and corrosion-augmenting properties are even higher. Lacquer is also a good choice, especially if you need to finish the parts quickly, as it dries very quickly.
Due to the minimal dimension extension, this finish provides for precision machined parts, it is not surprising that it is popular in various industries. Other properties, such as its light-absorbent characteristics, wear resistance, etc., make it a great finish despite its low price point. We’ve compiled a few applications of the black oxide finish in this section:
Medical Applications
Due to the light-absorbing properties of parts with a black oxide finish, they can be used for light-sensitive medical instruments such as X-ray machines.
Electrical Parts
Wire strippers, gears for timers, cutters, etc., are examples of electrical components that have black oxide finishes.
Automotive parts
Many automotive parts also use black oxide finishes. You could find them in parts like oil filter cans, suspension bushings, spark plugs, brake valve components, etc.
Military Parts
The mid-temperature black oxide finish is a common finish used for military applications. It is commonly found in the turrets of military humvees, shotgun shell magazines, etc.
Assembly Tools
Precision machine tools used in manufacturing assemblies commonly have black oxide finishes too. Tools like bearings, fasteners, and gauges, are good examples.
Before deciding on using the black oxide finish for a precision machined part, there are various parameters that you must consider. These factors will help decide if the black oxide finish will be a good choice for the part. Examples of these factors include:
Application of the Part
What industry did you make the parts for? Are they meant for use in light-absorbent environments like the medical industry or abrasion-resistant environments like the military? The application of your precision parts determines if black oxide will be a suitable finish for the machined part.
Location of Use of Part
Where you intend to use the part is also vital when picking black oxide as a finish. Generally, surface finishes tend to have longer life spans when used indoors. The same rule applies to black oxide. Due to its thin layer, outdoor conditions like humidity and continuous high temperatures could cause black oxide to wear off faster.
The Desired Finished Look
The final appearance of a part is also important, especially when the aesthetics of the part is a big deal. After applying the black oxide finish, you can have two final looks: matte or glossy. The type of after-finish you go for will determine the final appearance of a black oxide part. Hence, the limitation of the final appearance of black oxide parts is an important parameter to consider.
Proposed Duration of Use
How long you intend to use precision machined parts is also vital in picking the best surface finish for it. Black oxide finish can last for long periods due to its rust-preventing properties. However, this factor is dependent on other factors such as the application and location of use of the part.

Just like most other finishes, black oxide has properties that make it such a great finish in various applications. However, it could also be lacking in a few areas. Listed below are some of the pros and cons of the black oxide finish.

Pros
- The advantages of using the black oxide finish include:
- This finish is one of the cheapest surface finishes available in precision machining. Compared to other processes like electroplating, it is much more affordable.
- It only adds a minute extension to the part’s dimensions which is a huge plus. This makes black oxide a suitable finish for materials to be used in precision applications.
- The versatility of the finish also makes parts covered with it have applications in various industries.
- The after-finish provides lubricating properties, making the connection of the finished parts to mating parts easier.
- Finally, you can still paint the black oxide surface, giving you an even better aesthetic look.
Cons
Some disadvantages of using the black oxide coating process include:
- The continuous use of black oxide parts in hot locations could lead to the finish wearing off easily and causing rust.
- Compared to other finishes, the black oxide finish is a weak type of finish.


