
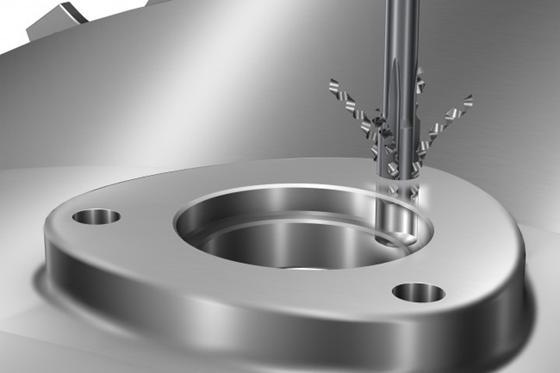
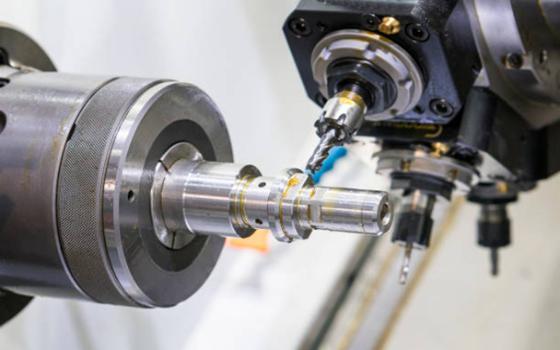
Boring is a subtractive manufacturing technique used to enlarge a pre-drilled or casted hole yet enhance its dimensional accuracy. The process uses a single-point cutting tool to remove material parts from the interior of a workpiece.
Depending on the required hole size and specifications, boring is the ideal method for machining holes of different precision grades, diameters, and positional restrictions. In fact, it’s more suitable than drilling for creating holes of large sizes because of its improved accuracy.

CNC bore machining uses machines like lathes, jig borers, boring mills, etc. These devices occur in different forms; for example, there are vertical and horizontal boring machines.
There are different boring tools and machines capable of other applications. However, all boring tools perform three basic operations, namely:
- Widening holes to the precise and accurate size and finish.
- Straighten pre-drilled or threaded holes and rectify casting defects.
- Make concentric holes with an external diameter.
We have already mentioned that drilling, milling, and some other manufacturing processes may be suitable for fabricating holes in a workpiece. However, when fabricating large holes requires high precision and tight tolerances, boring is the best machining technique.
Some industrial applications of CNC boring include boring holes in screws, making engine cylinders, and many more.
Also, manufacturing companies use boring machining to bore holes into bearings, dowels, and other substances that require hollow components.
Indeed, boring is an ideal operation for making precise holes in a material. However, like most manufacturing techniques, machinists may experience some challenges peculiar to this process. Let’s take a quick look at some of them.

1. Tool Wear or Damage
During the cutting process, parts of the boring device experience friction, resulting in tool wear and damage. Consequently, it can decrease the machine’s functionality – the precision specifications will start to reduce.
Also, the products may require more surface treatments and post-processing operations.
2. Machining Error
Concerning boring, machining error involves dimensional alterations, including shape, location of holes, and surface finish of the product. These errors may be a result of one of the following:
● Improper parameters of the boring process.
● High rigidity or plasticity of the workpiece.
● An overly high length/diameter ratio of the cutter rod.
● Unreasonable allocation of allowance adjustment.
● Using blades or cutters that are unsuitable for the workpiece material.
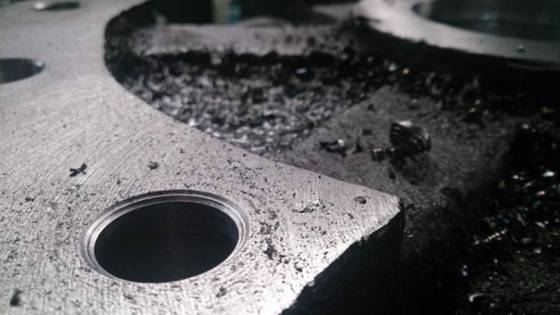
3. Surface Finish
Boring parts may experience poor surface finishes, such as the presence of cutting lines or scales. The feed rate plays a crucial role in the surface finish of the bore parts. Typically, manufacturers start boring at a feed rate of between 0.1 to 0.2 mm per revolution.
4. Measurement Error
This is perhaps a significant challenge for most manufacturing processes. Using wrong measuring tools or inputting incorrect measurements may damage the end product of the boring process.
Every machining process requires extreme dimensional accuracy, including boring. Hence the need to optimize every aspect of the machining process. That said, below are guidelines when boring a hole into a workpiece for the best outcome using this machining technique.
1. Machine Setup Tips
● Ensure to regularly check the boring machines for tool wear and replace faulty cutters to guarantee the process accuracy and boring quality.
● Before machining, check that the work holds and clamps holding the workpiece material are reliable and well anchored to avoid deviation during the boring process.

● Make that the machining process occurs at fit cool temperature with adequate lubrication to reduce friction and ease the cutting operations.
● Confirm and correct the spindle repeated positioning and dynamic balance accuracy are ideal for CNC machining specifications.
● At the trial stage, when boring holes, check out the dynamic gravity overhang value of the boring bar and make necessary adjustments to limit vibration and centrifugal cutting.
2. Accurate Measurement Tolerances
● With the aid of a caliper, measure the diameter of the drilled or cast hole, and calculate the reserved machining allowance.
● Allocate the boring allowance depending on the finishing requirements – rough, moderate, and fine finish. Most industries follow these: 0.5mm, for a rough finish, 0.15mm for an average finish, etc.
● Ensure that the boring allowance is not below 0.05mm for materials with machining difficulties and workpieces that call for high precision requirements
3. Boring Tool Tips
After setting up the boring bar, ensure that the cutting edge of your boring machine is in position. This involves ensuring that the tool edge’s upper plane lies on the same horizontal plane as the feed direction of the cutting head of the boring tool.
4. Trial Boring Tips
When boring a hole, leave an allowance between 0.3 and 0.5mm on your boring tool. Also, you may want to modify the allowance of a rough boring to no lesser than 0.5 mm so that the end product after boring would meet the tolerance specifications.
A series of other machining processes share some similarities with boring. Here, we look at the similarities and differences between boring and similar machining techniques.
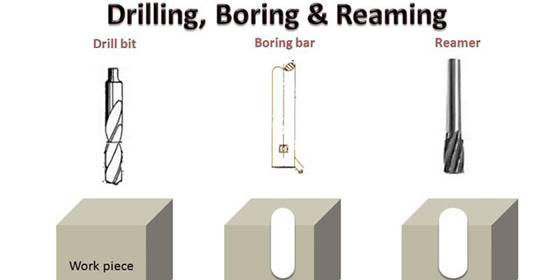
1. Boring vs. Drilling
Boring and drilling are standard subtractive manufacturing processes – they both involve removing parts of a material to create holes. However, there are distinct differences between both methods. Here are some of the differences between them.
● Drilling involves creating holes in a workpiece, while boring enlarges an initial hole. Therefore, drilling occurs before boring during manufacturing.
● Unlike drilling, the end product of the precision boring process has a fine surface finish with top-notch dimensional accuracy and precision.
● Boring is mainly for widening the hole. and drilling increase the hole length in a material.
● In general, drilled holes are often narrow, and chip removal is sometimes challenging, requiring continuous drilling. With boring, the holes are wide enough for easy chip removal.
2. Boring vs. Turning
Like boring and drilling, turning is also a subtractive process. Boring uses a single cutting tool with a pointed head to broaden a pre-existing hole in a workpiece, whereas turning involves using a static, non-rotatory cutting tool to remove pieces of material from its exterior.
The main difference between either processes is that; while turning removes material from the external surface, boring removes the internal portions of the workpiece. Often, manufacturers perform turning operations using a machine called a lathe, which is also a standard tool used in boring. However, boring adopts other conventional devices, resembling a milling machine.
3. Boring vs. Reaming
Both are cutting processes that involve removing internal components of a workpiece. However, while boring uses a tool with a single pointed head, reaming uses rotating cutters to scrape out pieces of the material. Another similarity is that both processes work on an already drilled or cast hole.
Therefore, the main difference between them is in the process of application. While boring essentially aims to broaden a pre-existing hole, reaming aims to create a fine and smoother internal wall for the workpiece. Therefore, reaming removes only tidbits from the material, as it just aims at creating smooth walls.


