
Posted on August. 12th, 2019, | By WayKen Project Manager
Hole manufacturing is largely underestimated because the majority of holes we make have trivial precision, small depth, and are only supposed to keep bolts. However, modern high-tech industries ( aerospace and automotive especially) come to the CNC services market with demands for manufacturing parts with extremely precise or deep holes, or for the holes to have a very precise position. Besides advanced CNC machining services, such demands require specific techniques and careful planning.
Hole Processing Issues
The hole manufacturing process is actually quite trying from the manufacturing point of view. The tool and the blank can be easily overheated because it’s hard to apply coolants into the hole, the process is not visible to the machinist so he can only rely on the machine tool information and must cut blindly, conducting measurements is hard especially in holes with small diameters. And those are only a few problems with hole manufacturing. So, in order to make precise holes, CNC services always develop and improve machining strategies, they invent new tools and tools to meet the requirements of the client.
Deep Drilling
Well, drilling itself is a common process and there is nothing interesting bout drilling short holes ut the deeper the hole the harder it is to keep its axis straight while drilling. That is due to the fact that a longer drill is less rigid while it has two cutting edges that cannot be made of identical length. So, the cutting force of the drill sides is different and the drill usually deviates from the straight axis and makes the hole lopsided. This is not acceptable for high precision CNC parts.
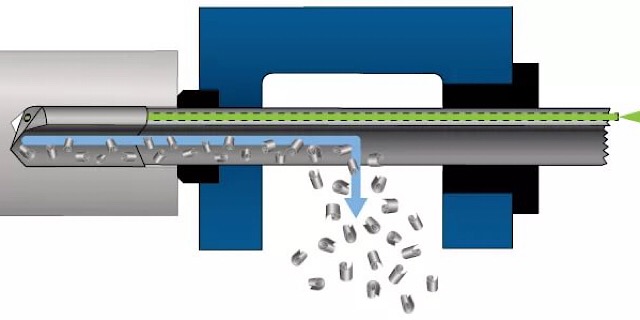
That’s why gun drilling has been invented. as the name suggests, it was first used to manufacture long stock guns, where a long but precise hole is the main requirement. Nonetheless, with the development of manufacturing technologies, other industries have adopted gun drilling for their own purposes. The main difference with this strategy is the tool. A gun drill has a single cutting edge so it does not deviate from its course the way a simple drill does. It has a larger chip removal groove that serves as a cooling channel as well. The coolant is pumped through the groove at high pressure and it removes the chip and cools down the drill much better. The downside of this method is that this drill cannot be mounted on a usual CNC milling center, it requires additional tooling.
CNC machine shops use gun drills in the most extreme cases but mostly they try to stick to the universal tools and that’s why there are certain strategies that allow drilling deep holes with simple drills. Firstly, the length of the hole is divided into segments with depths around 3-4 hole diameters. Every time, the drill reaches the end of a segment, it is ejected to let the blank and the tool to cool down and to get all the chips out of the hole.
High Precision Hole Processing
In order to make a precise hole, CNC drilling is usually carried out with multiple instruments, the first one being considerably smaller than the hole diameter and increasing with the next tool. That is done to decrease cutting force and thus axis deviation due to the reason mentioned above. In addition, consecutive methods are often different from simple drilling:
Core drilling is carried out right after drilling. A core drill has three cutting edges instead of one so it is more stable. Core drills usually process a cut the depth of which is mere 0.5 mm but their absolute advantages are the ability to correct the axis.
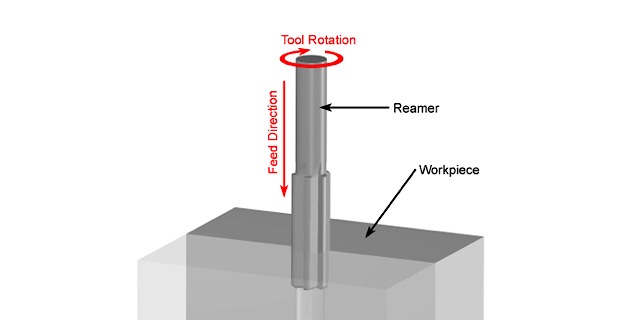
Reaming. If your client demands a hole with a tolerance up to IT6 and a very smooth surface finish, you take a reamer and make your machining feed extremely low. A reamer is a tool with a lot of long cutting edges situated along the sides of the tool. It has front cutting blades but they are extremely small so the cutting depth while reaming is around 0.1-0.05 mm. Due to that and the ultimate precision of the cutting edges, reaming will yield great holes. For smaller holes, reaming is done manually.
Honing is an abrasive process but it can be carried out on a CNC machine tool, however, special honing machines are definitely better. A hone is basically a reamer with abrasive planks instead of cutting blades. Another difference is that the planks can be adjusted for the right diameter. The hone is inserted into the hole and it revolves around its axis while the planks grind the material. Once the hone is ejected, the revolution direction is reversed. As a result, the surface of the hole has crisscrossed microscopic grooves, which make lubrication much more efficient.
Hole Threading Strategies
A lot of holes require threads, which are comprised of complex thin surfaces and are actually pretty hard to machine. There is a number of strategies for threading but before that, it is absolutely necessary to carry out countersinking or counterboring. Those two processes create a conical or cylindrical groove at the entrance of the hole. It allows the threading tool to enter correctly and further on helps with assembling the actual parts. So, here are some strategies to threading.
Tap drilling uses a single tool that reminds a bolt but has chip removal grooves and a long conical area at the front to gradually increase cut depth. The machining feed during threading with a taper ( and with any thread for that matter) is the same as the screw pitch. The tap drill is slowly inserted into the hole where each of its spiraling cutting edges gradually cuts off a piece of material to form the thread. Small holes are machined manually, in which case the hole process reminds screwing in a vary tight bolt. The tap drill must be ejected with great care the same way it was inserted. If you forget that and try to eject the tap drill without unscrewing, you can break it and will have to get it out with Electrical Discharge Machining.
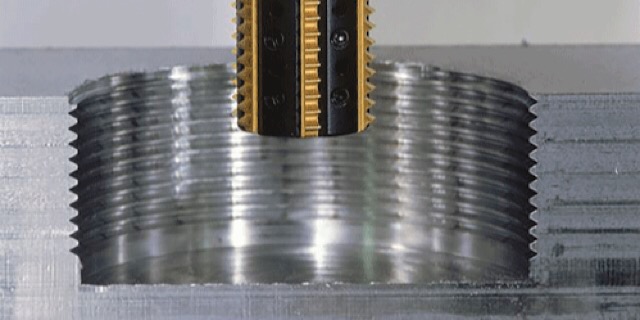
Thread milling yields better results because the temperature of the process is lower and it is much easier to apply coolants. A special mill that is 30-40% smaller than the diameter of the hole moves in a spiral along the trajectory of the drill groves and revolves around its axis for efficient cutting. The minimum diameter of the hole depends on the minimum diameter of the mill.
Another strategy is called thread boring. It is actually the same as turning in regards to part setup and the main movements but the tool is manufactured to copy the form of the thread groove. So, it is fed with the screw pitch into the hole of the part and cuts the spiraling surfaces of the thread. It is important to note that boring is great for large holes but can not process holes smaller than 20 mm.
Contact Us-Wayken to discover how precision CNC machining to design part holes for your project.


