- November 10, 2021
Those who understand machining and machining processes must be no stranger to burrs. In the machining process, no matter how advanced and sophisticated equipment you use, it will be accompanied by the product, they are generated for a variety of reasons, some are due to plastic deformation caused by the cutting process, some are casting, forging, and other processing of the flying edge and some are welding extrusion of the residue. The burr on the part of the processing accuracy, assembly accuracy, reworking positioning, and appearance quality, and many other aspects will have a negative impact.
What is deburring?

A burr is a defect on the surface of a metal that may present as an uneven flying edge on the metal end of a cold cut, hot saw, or flame cut, and extruded excess metal at the weld seam during welding operations. The cold cut product ends will also generally have burrs and the thickness of the burr depends on the gap that exists between the knife blades.
Since burrs cannot be fundamentally removed, general products are allowed to have a certain height of burrs present, but the inner and outer burrs of welded tubes must be scraped off, and if they are not removed they will affect the performance of the part. In the machining process, every type of deburring tool helps to get the accurate shape of parts.
What is Automated Deburring?
Automated deburring is an innovative technology to round the edges of machines parts. It works great to round hard metals, remove unwanted material, and run the production process very smoothly.
Benefits of Automated Deburring
- Automated deburring applications improve the deburring process and manufacturing process as well by increasing productivity and removing burrs quickly.
- Robotic deburring completes all tasks speedily and improves quality as compared to manual deburring.
- Every deburring tool or machines deburr all edges of machine parts where in manually deburring tough to reach.
- Implementation of deburring processes becomes easy through automatic systems.
Why do you need to deburr?
Deburring is highly important because if you don’t remove burrs that can badly disturb the appropriate manufacturing and assembling of parts.
Burrs increase the risk of injury to personnel
Whether during the transportation and assembly of parts, or during product use and maintenance, burrs as a sharp edge are highly likely to cause injury to employees, increasing the risk of injury while working.
Burrs will accelerate the speed of wear and tear of equipment
Some bending machine tools and straightening machines in the process of operation will produce burrs, coupled with parts processing without prior removal of burrs, these machines and some tools will greatly accelerate the speed of wear and shorten the service life of the machine, which will invariably increase the cost of maintenance and repair of enterprises.
Burrs hinder further precision machining
In order to further prepare for machining and a better surface finish, deburring becomes the most critical step. Because whether it is a mechanical reworking of surface oxidation, if burrs are not removed beforehand, a lot of residual material will accumulate on the narrow edge during the process, which will cause some defective problems if coated or welded.
In other words, timely deburring before surface treatment can prepare for the next mechanical processing also can ensure the quality of surface treatment coating and reduce the rate of mechanical tool breakage.
Different Types of Burrs
Burrs can be divided into two main categories according to shape and formation mechanism.
Classification by shape
The main types of shapes of burrs in metal processing are flying edge burrs, sharp-edged burrs, splashes.
Flying edge
Also known as a spill, phi, burr, etc., mostly generated in the mold opening and closing position, such as the parting surface of the dynamic mold and static mold, the sliding part of the slider, flying edge is largely due to mold or machine clamping force failure caused.
Sharp burrs
Sharp burrs are in the shape of broken glass with sharp edges. Part of the high strength attached, the lower side of the cutting surface is rough.
Splash
Splash mostly occurs in the process of transition of the molten metal to the molten pool will be part of the wire molten metal accidentally flying outside the molten pool, flying outside the molten pool of metal solidification after the surface or edge of the part is not neatly called spatter.
Classification by formation mechanism
Burrs are classified according to the formation mechanism, which is mainly classified as Poisson, tumbling, tearing, cutting, and hot burr.
Poisson burr. It is the application of pressure to the material in different directions, resulting in plastic deformation and elongation of the edges of the contact area, and the burr will then be generated. Also during the cutting process, when the tip of the cutting tool grinds the workpiece, the cutting tool is deformed due to compressive forces. These deformations result in the formation of an entrance burr at the entry point of the cutting tool.
Tumbling burrs. These are generated by tool path bending, when the cutting tool stops cutting, some residual material moves with the tool and folds together towards the entry point or towards the cutting edge. Also, the depth of cut can be a factor in the formation of flipping burrs, as chips or rolls become thicker with increasing depth. Effective prevention of this burr requires the use of materials with sufficient ductility so that the chips do not easily separate from the part.
Tear burrs form. They are burrs that occur when the workpiece is plastically deformed and not cut. It can be simply understood as the material being torn off from the workpiece.
Cut burr. It is the remaining part due to the separation or detachment of the cut part from the main part, which can be manifested as a protruding burr, or an unsmooth depression. Cutting burrs are mainly found on sawn and automatic screw machine parts.
Hot burrs. They are often referred to as slag, splash, or float. They come from the generation of hardened molten metal from welding, plasma, and laser cutting due to residual stresses brought on by heating and uncontrolled cooling.
4 Different Types of deburring
In general, methods of deburring can be divided into four main categories.
Coarse level (hard contact)
The processing methods that belong to the coarse level are cutting, milling, gearing, filing, and troweling. This is the deburring process or method commonly adopted by most companies, using files, sandpaper, abrasive heads, etc. as auxiliary tools.
Evaluation: Since coarse level can only remove the burrs of simple products with external structure, it is not effective in removing the complex cross-hole structure type parts, the technical requirements for workers are not very high, the efficiency is not high, and the labor cost is expensive.
General grade (soft contact)
Those belonging to the general grade include belt grinding, grinding, elastic grinding wheel grinding, and polishing. For example, this method of grinding deburring mainly contains vibration, roller, sandblasting, etc. Companies like to use this method for the initial deburring of parts.
Evaluation: It is able to remove large surface burrs in a shallow area, and the removal area is large but there is a problem of unclean removal, so it needs to be manually processed later for residual burrs or with other ways of deburring, and it is more suitable for such methods for small products in large quantities.
Fine grade (flexible contact)
Those belonging to fine grade classification include flushing processing, electrochemical machining, electropolished grinding, and rolling manufacturing. Among them, high-precision die deburring is deburring by using the joint collaboration of making dies and punching machines.
Evaluation: It is necessary to pay for the production of additional punching dies (rough die + fine die) and, if necessary, the production of shaping dies. It is more suitable for products with simple parting surfaces and is much more effective than manual operation in terms of both operational efficiency and deburring effect.
Ultraprecision level ( accuracy contact)
Those belonging to the ultraprecision level include friction flows deburring, magnetism milling deburring, electrical deburring. Electrolytic deburring is a process of chemical deburring, which is abbreviated as ECD. It can quickly eliminate the burrs produced by machining, milling, and punches, and make the metallic parts with rounded or chamfered edges.
During operation, the tool cathode is connected to its negative terminal and the workpiece is connected to a positive terminal, allowing a low-pressure electrolyte to flow between the workpiece and the cathode. When the DC power is switched on, the burr will be dissolved and taken out of the workpiece by the electric solution. It should be noted that the electrolytic solution is corrosive and the workpiece should be washed and rust-proofed immediately after the electrolytic deburring process.
Evaluation: Electrolytic deburring plays an important role in deburring hidden parts of cross holes or complex-shaped parts, and the efficiency of deburring work only takes a few to several dozen seconds, which greatly improves productivity. At the same time, the cost of precision contact is relatively expensive.
Most Useable Methods of Deburring
Deburring has many methods including mechanical deburring, manual deburring, electrochemical deburring, and thermal deburring.
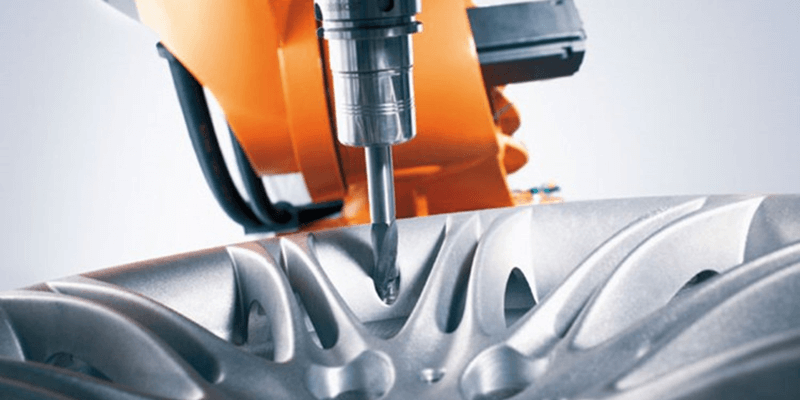
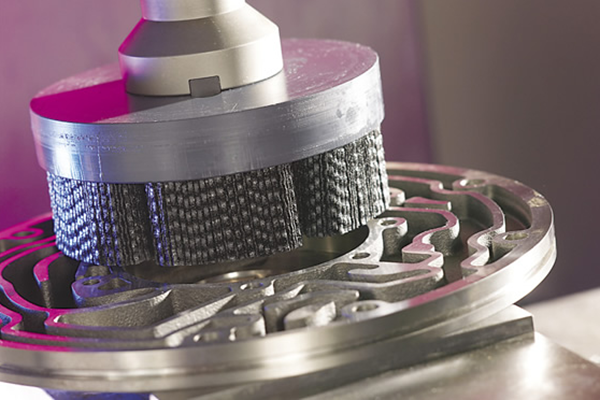
Mechanical Deburring
The use of directly driven deburring tools distinguishes mechanical deburring. Targeted interior and outside deburring results in burr-free components with rounded or chamfered edges. Brushes, milling cutters, polishing tools, and electroplated instruments are used to deburr. Special editions play an essential role as well. Mechanical deburring is highly reliable for complex shapes.
Manual Deburring
Manual deburring is a procedure where burrs & sharp and uncompleted edges are eliminated from the surface of a part. Manual deburring is a most versatile but time-consuming methodology. Additionally, in manual deburring different types of tools can be used.
Electrochemical Deburring
Electrochemical deburring is a deburring operation that removes hard metals at high speed but in a safe manner.
Thermal Energy Method
This method is a combination of fuel, oxygen, and heat. Thermal deburring is a great way to remove burrs.
summary
With the increase of industrialization and automation, metal surface treatment methods used in the automotive industry, aerospace, semiconductors, instrumentation, and other applications, the demand for mechanical parts manufacturing precision requirements and institutional design miniaturization is increasingly high.
So deburring processes, methods, and parts finishing technology tend to be more precision and ultra-precision level, more intelligent and automated, invariably improving the quality of products, increasing productivity level, and the efficiency of production.


