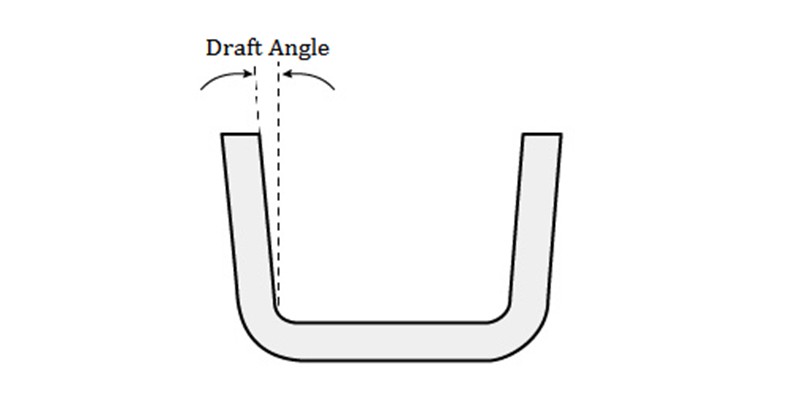
It is easy to grasp the concept of what is the draft angle. Its benefits, however, are not as intuitive to understand and require some discussion. It is the most important among all molding angles. Small miscalculations can ruin the entire product line and even damage the injection molding equipment.
Without further ado, let us dive into the various reasons that make it an important injection molding parameter.
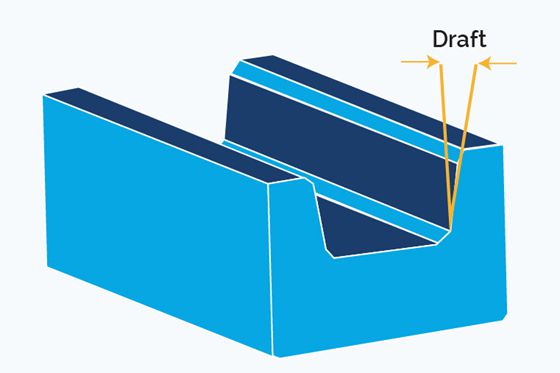
Smooth Part Ejection
Part ejection is a crucial step in the molding process and a major reason for having the injection molding draft angle. Right before part ejection, the part is in contact with the walls of the mold. The contact stresses are high enough to deform the part from friction during ejection.
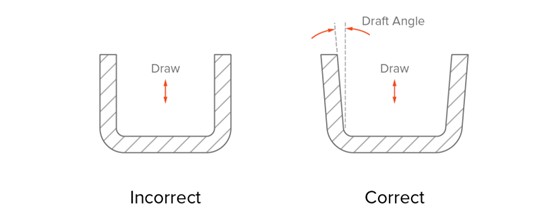
Therefore, it is desirable to minimize the impact of this frictional force. Engineers do this by including a draft in the mold. As soon as the part is pushed outwards by the ejector pins, the entire part pops out and loses contact with the mold walls. This lack of contact translates to no friction.
Without the draft angle, the part would rub against the surface of the mold throughout the ejection process, as seen in the figure. This is highly detrimental to the surface finish and manufacturing tolerance.
Moreover, the lack of friction also decreases the required ejection force, positively impacting the power requirements and also speeding up the ejection process.
Warping
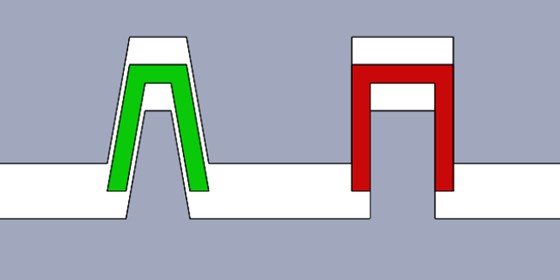
Warping is one of the serious defects in injection molding processes. To explain what it is, refer to the figure in the previous section showing parts with and without draft angles.
When there is no draft angle by design, a vacuum might form in the empty space that appears when the part is ejecting. This vacuum causes the part to fold in on itself. This undesirable deformation is warping.
As can be seen, this issue is not present with an injection molding draft angle. As soon as the ejection process begins, the part separates from the mold and creates room for air to fill all cavities, preventing the vacuum from forming. Therefore, no warping occurs.

Surface Finish
We briefly touched upon this advantage of draft angle injection molding in the previous section. Due to the draft, the part does not rub against the mold, which preserves the surface quality.
An important consideration here is the variation of the draft angle with the surface texture requirements. The draft angle needs to accommodate surface texture features as well in addition to the gross geometric features of the component.
This means that all craters/protrusions that make up the surface texture should also get enough space to detach from the mold wall. We will discuss more of this very soon.
Reduces Deep Draw
The mold halves separate along the line of draw. This line of the draw is strategically placed to tackle critical errors such as deep drawing and flash.
In the case of a deep draw, the issue of the part getting stuck inside and to the mold is dealt with. The injection molding draft angle helps to reduce the negative effects of a deep draw, with a larger draft angle decreasing the risks.
Manufacturing Costs
Molding angles have a huge effect on injection mold costs. From the above discussion, we can deduce numerous ways the injection molding draft angle helps cut costs.
First of all, molds with draft angles produce parts with a better surface, less warping, and deep drawing issues. As a result, manufacturers incur fewer costs in part finishing and failed parts.
Additionally, maintenance costs are also much lower due to draft angles. The aforementioned friction damages the mold as well, which requires regular polishing and even replacement due to wear and tear.
Finally, the draft angle also saves costs by making the injection molding process quicker. It leads to quicker cooling cycles and part ejection.
The injection molding draft angle is a sensitive parameter that requires fine-tuning by mold designers. In this section, we present a list of recommendations for choosing the correct draft angle for specific applications.
Mechanical Fits and Thermal Shrinkage
The draft angle injection molding alters the thermal shrinkage of the molten resin/metal during the cooling cycle. This is because the shrinkage depends on the part geometry.
Shrinkage is always towards the geometry’s center of mass. This means that the outer faces of the part shrink away from the mold and separate from the walls while internal faces shrink inwards, onto the mold, gripping it tighter. As a result, the geometric dimensions of the part can change and affect its ability to form appropriate mechanical fits during assembly.
So, designers must take care that the draft angles included in their designs must not violate dimensional tolerances after shrinking. This specifically applies to all components and faces that are part of a mechanical fit.
Higher Draft for Coarse Textures
We discussed the link between textures and injection molding draft angle before. The draft angle should create enough space so that the texture does not scrape off during ejection.
The rule is that the rougher the texture gets, the higher should the draft angle be. This assists in part ejection and preserving the quality of the texture.
Generally, for a mirror finish, a draft angle of 0.5 degrees will be appropriate. However, for every 0.1 mm increase in surface roughness, the draft angle should increase by 0.4 degrees. For exceptionally coarse patterns, engineers can opt for extreme draft angles up to 10 degrees as well.
Higher Draft for Deeper Features
The deeper the vertical features of the component get, the more prone it becomes to warping. Deeper parts have more empty spaces for vacuum generation during ejection. Thus, they warp more intensely, and more quickly.
The solution is quite straightforward – increase the injection molding draft angle for deeper features. The general rule of thumb is to add an additional degree of the draft for every inch in part depth. This rule may change slightly with part size and material but generally applies to the majority of injection molding jobs.
This is a highly efficient method for tackling components with features like deep pockets and cavities.
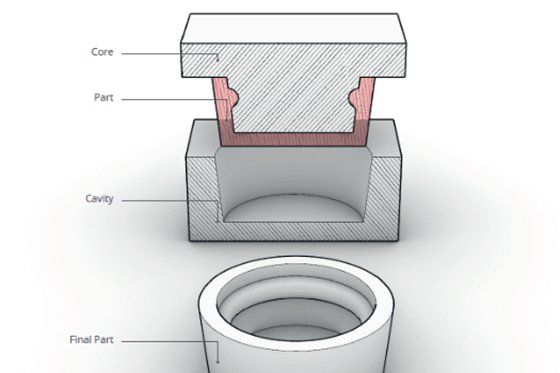
Core-Cavity Approach for Functionality and Aesthetics
The core cavity approach is a technique that applies to parts where the outer side should be smooth while the inner side may remain a bit rough. This requirement is oftentimes for aesthetic purposes. For example, in protective enclosures, the outer surface is smooth and shiny for looks. It may also be a functional requirement if the outer part needs to slide or the inner part assembles with other components.
Either way, in the core cavity method, the injection molding draft angle is slightly higher for the core so when the part shrinks, it shrinks into itself. In other words, its internal part sticks to the mold while the outer part completely detaches from the walls.
This way, the surface finish of the outer faces remains undamaged at the expense of higher roughness on the inner faces.