The EDM process is classified into different types depending on the shape and approach of the tool used. The three common types of electrical discharge in the industry include hole drilling EDM, wire EDM and sinker EDM.
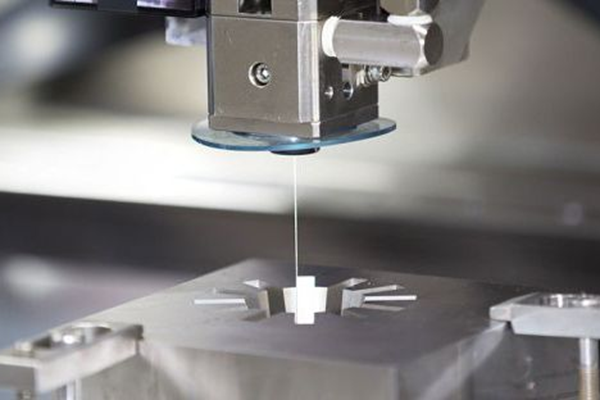
1. Wire EDM
As the name implies, EDM wire cutting uses a very thin wire(copper or brass alloy usually ranging from .004 inches to .0006 inches thin) that is held by diamond guides to precisely cut a two-dimensional shape on a 3D workpiece. The path is controlled by a CNC program which allows complex shapes to be easily cut. The cutting may be likened to the cutting feed of a bandsaw and a cheese cutter. This process is typically used for cutting metal extrusion dies, punches, and plates.
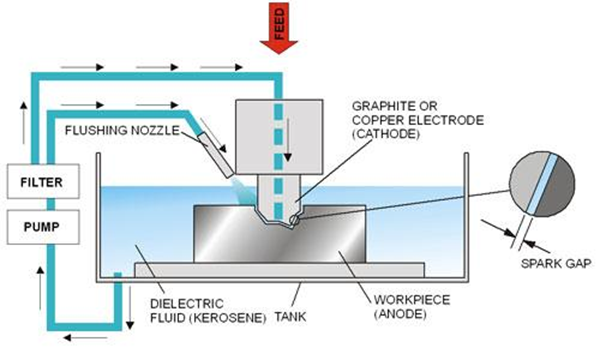
2. Sinker EDM
Also called ram EDM, this type of EDM process uses graphite or copper electrodes formed in a reverse shape to cut a cavity on the work part. The tool to be used is machined in a reverse form of the desired shape to be left on the workpiece.
Sinker EDM makes it perfect for machining molds to be used for casting and injection molding where complex cavity shapes are needed.
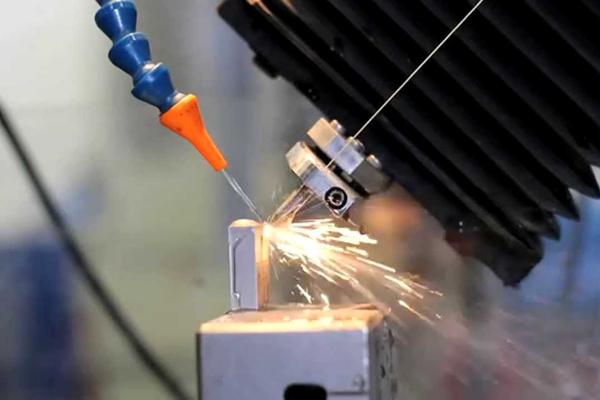
3. Hole Drilling EDM
In this type of EDM process, the electrode tool is used to cut extremely thin and deep holes that a conventional drill may not be capable of. The tool for this process is designed in such a way that the dielectric liquid is fed directly through the hole, hence a hollow electrode. Since hole drilling EDM is not made through the conventional machining method, no burrs are formed in the work part. Hole drilling EDM is used for machining tiny relief holes on various turbine blades, dies, and molds.