Posted on Dec. 1th, 2019, | By Hazel, WayKen Project Manager
Production anomaly management on the production site refers to a series of measures and management means developed in order to detect, control, and solve errors, emergencies, and uncontrolled situations in the production process. Mainly serving regular orders featured with short turn-around and low volume production, prototype shops have special managements to react to production anomaly cases.
Production anomaly cases at prototype shops possibly appear on material purchasing, CNC prototyping, production delay, quality control, etc… Any production anomaly in the work flow will have a knock-on effect further and finally affect customer satisfaction. Therefore, it is necessary to have spot-to-spot management to respond to production anomalies quickly and timely so as to prevent their recurrence.
Five Steps to Manage Production Anomaly in Prototype Shops
Generally, prototype shops manage production anomalies on the production flow in five steps to minimize its occurrence rates, from Preparation, Finding, Actions, Causes Tracing and Follow-up, to Topic Meeting for Precaution.
Step 1 – Preparation
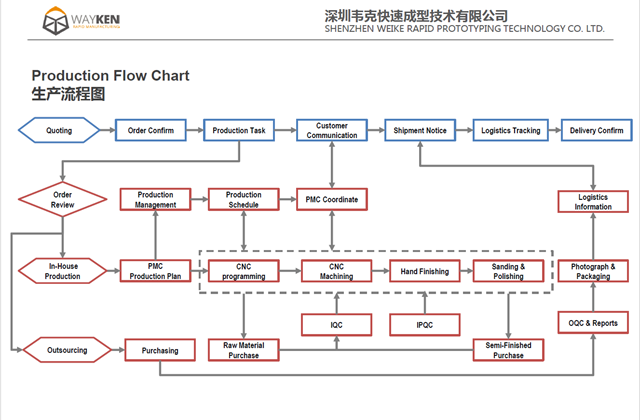
- Define the production anomaly at every process, such as in raw material purchasing, CNC programming, CNC machining, hand finishing, etch…
- Formulate regulations and procedure documents on issues of production anomaly, such as an 8D Report.
Step 2 – Anomaly Finding
- (Find people) Stop-loss in time, and notify the anomaly situation (process, degree, quantities…) to related personals and higher-ups;
- (Decision makers) Confirm the anomaly at the spot and direct emergency response on site.
Step 3 – Actions
- Evaluate the loss degree of the anomaly and make solutions accordingly;
- Coordinate related departments to carry out solutions and finish within a quick due day.
Step 4 – Causes tracing and Follow up
- Find out possible causes and take preventive measures to avoid some issues happening;
- Follow up the effectiveness of measures in the long term.
Step 5 – Topic Meeting for Precaution
- Give lessons to all employees for the special topic, knowing how it happened and recovered, and more importantly, how to prevent.
Want to know how to optimize your CNC machine shop, you can read this blog.
Possible Production Anomalies and Cases at Prototype Shops
Here are three cases that belong to unrecoverable production for reference:
1. Material Anomalies

At prototype shops, as orders are different from one to another, raw material will not be stocked usually but be purchased following each order. In this case, they can only buy from the material shop that sells hundreds of kinds of materials that cannot be traced. It’s a material limitation that results in possible anomalies. As the first process of the production, material purchasing matters the later running of the production. Once there are material anomalies and they cannot be found at first, the loss, at least the order value, will be waiting.
Prototype shops identify the material according to experiences and with available but not professional tools, such as hardness and density (weight/volume). Sometimes, finished prototypes are found that material compositions don’t match the certain specification.
Case
PE, used often in prototypes, includes HDPE, LDPE, PE+GF, etc…, which are varied in properties. Before, a customer who works in the ocean industry needs prototypes made of PE1000. PE1000’s density is 0.941-0.965 kg /m^3, which is lower than water’s so that it can float on the water surface. However, when the finished prototype is received, he found the part sink in the water unexpectedly and confirmed that it was definitely not PE1000. He reflected the material problem to the prototype shop and finally got an answer after checking that the material is PE but added with GF (glass fiber). The density of PE+GF is higher than water so it sank in the water when put in the pool. Of course, in the end, the responsible prototype shop will afford the loss and make a new one for the customer.
The key to avoiding anomalies is simply to put the material in the water before machining.
2. CNC Machining Anomalies

Most of prototype shops don’t have the designing capacity, and will strictly program the design according to the provided CAD drawings, 3D data, and 2D drawings. According to CNC programming, the CNC material would be told how to machine the part step by step. What CNC engineers should do is not only programming the needed structure but also design the tooling routine to achieve an effective machining process.
Common CNC machining anomalies include ignorance of micro feature, over-cutting, less-cutting, etc… Some anomalies can be made up by second machining and some like over-cutting may not.
Case
A CNC machined tube has several lug bosses of 0.5mm height at sealing ring areas (as below). The original machining steps for the sealing ring are turning the sealing ring to a dashed line area on the lathe, 0.5mm higher than the needed ring width, and then milling the lug bosses on a 3-axis CNC machine. However, due to over-cutting 0.5mm height material, the lug bosses are not possible to be milling any more. The workpiece cannot be used due to 0.5mm over-cutting.
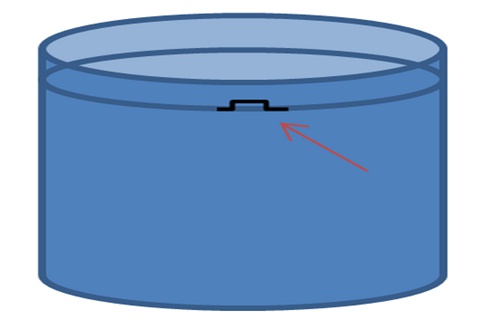
The key to avoiding anomalies is that the machining parameters should be well controlled with a certain cutting degree reserve for adjustment.
3. Post-finish Anomalies

Like sanding & polishing, blasting & brushing, painting & printing,laser etching, anodizing, electroplating, chroming, chemical finishing, powder coating, etc., in-house finishes at prototype shops are processed by handcrafts mostly. On the one hand, the handcraft can satisfy customized finish by delicately processing; on the other hand, as the handcraft is hardly controlled strictly with standards like a machine, there will be differences for same finish processed by different people or tools.
Common post-finish anomalies include mismatched color difference by painting or powder coating, uneven anodizing/chroming, attached stains / blemishes, and so on…
Case
For anodized aluminum parts, it is necessary to have hanging points on the part surface for anodizing but the indentation on the hanging points will be left on the surface inevitably. Usually, the hanging points will be at the inside surface, invisible from the outside. However, in some cases, when the machined parts are required smooth surface including certain area inside for seal or assemble, if without confirmation before anodization, the indentation on hanging points at the critical areas, even invisible, is possible to be considered as defects by customers. More importantly, indentation is hardly be recovered due to the material decreasing.
The key to avoiding anomalies is to pre-confirm the allowable hanging area before production and don’t take it for granted all the time.
Brief Conclusion
The occurrence rate of production anomalies will be getting down when the management system of the prototype shop becomes more and more mature, as well as with the richer and richer production experiences. In short, when you are looking for a reliable prototype shop, don’t forget their ages, better more than 3 years old!


