
Many plastic manufacturers are dedicated to taking a proactive approach to meet the needs of our customers for the quick turnaround on molded plastic parts. Meanwhile, the advantages of low volume production play a great role in how to mold plastics. Acknowledging, production of low volume plastic molding parts needs using the different manufacturing procedures available. Short-run injection molding can be used in the production of real injection molded pieces depending on your specified amount of elements that can only be used as an earlier runoff.
Explore our Rapid injection molding is a great option for low-volume parts up to 100000
Plastic Injection Molding
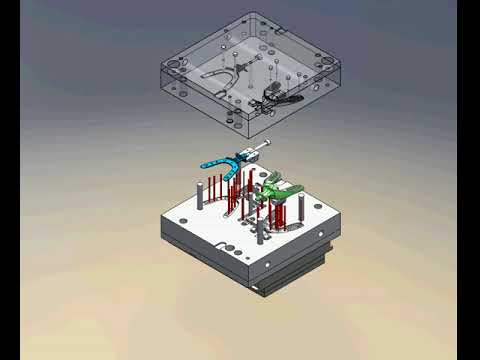
Also referred to as low volume plastic molding, it involves the production of parts that or of high quality and accuracy very fast. It is the most preferred method of producing high volumes of finished plastic parts for both industrial and commercial use. The melted resin is added under high pressure inside the chamber of a metal die where it is cooled instantly to form a solid shape. A single procedure to make a complete part may take something like about some seconds to minutes depending on the complex nature of that particular piece and its size.
Low Volume Plastic Molding Process
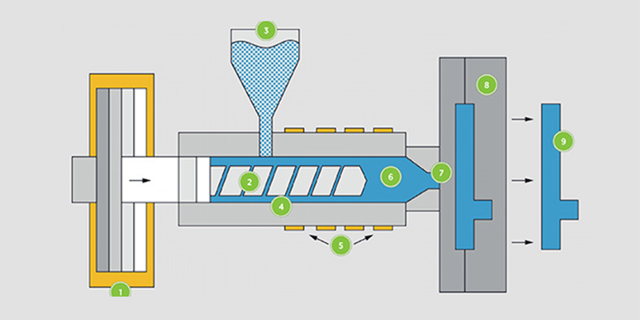
You should first have all the necessary tools for this procedure before kick-starting the plastic injection molding process. All the steps must be followed to ensure you get an accurate finished product. In the first step, the plastic resin which comes in the form of raw granules is desiccated until they have the right levels of moisture in them, and then if fundamental they can be mixed with color shades or masterbatch colors. In the next step, the dried granules are poured into the bowl of the casting machine.
An alternating screw found inside the container of the machine will move these granules towards the direction of the mold. The third step involves mixing and heating the solid particles found inside the barrel to a point where they melt entirely to form a liquid resin. The mold, which is now heated closes spontaneously and the resin, which is under immense pressure, is infused through an opening and into the mold chamber. Cooling is later on done on the mold to harden the inside part after which it opens, and the piece is removed to start off a new series.
Short Run Injection Molding
Also referred to as prototype injection molding, it is used in the production of injection-molded pieces depending on the amount you need that can only be used as a one-time run-off. This project is ideal for operational prototypes, bridge tooling, and short runs. Short-run plastic molding can also be used in the production of plastic parts in small quantities. Different companies use this procedure to produce parts depending on your quantity needs.
The short-run injection molding process first requires one to load their 3D computer-aided design file to get a quick mold. Molding and processing take place after loading your design. Evaluation of the models can be conducted by engineers to ensure you get one that suits your specifications. Once engineers have approved your design, the building of an injection mold commences. You will be given time to examine your sample and give a go-ahead. Part production begins after all these procedures.
Methods of Low Volume Plastic Molding Parts
The three other alternative technologies that can be used in the production of low-volume plastic molding parts include pressure forming, structural foam, and reaction injection molding.
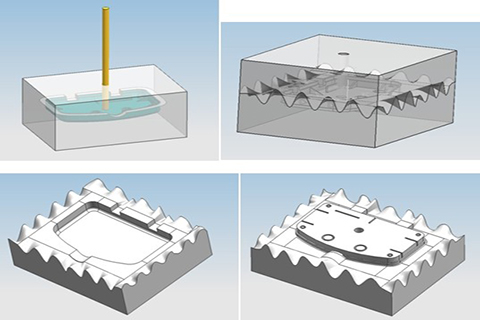
Pressure Forming
Commonly referred to as vacuum forming or thermoforming, it involves covering a hot layer of plastic material over a hollow or elongated tool. The material is first stretched, a vacuum is passed through the specific apparatus, after which pressure is enforced to the back of the layer to fill the chamber in the required shape. After creating, excess materials of the already formed parts are trimmed using a CNC cutting machine.
Reaction Injection Molding
This type of rapid injection molding involves the infusion of a liquid thermoset material which is later mixed at minimal pressures. The material structure is stiff and dense, and various kinds of reaction injection molding materials have been created for a particular use. Reaction injection molding usually involves the use of epoxy aluminum complex manufacturing, which is less expensive and can stay for up to a high number of shots. The underlying substance can be colored in the right order, but cosmetic pieces will need painting and sanding. Reaction injection molding is the best for substantial plastic parts with sophisticated detail.
Structural Foam
This is a molding method that starts with a short infusion of plastic resin, and later on, uses a natural or synthetic blowing force to make the material bigger inside the mold. The end part does have an enclosed-cell build on the inside area but a hard outer skin. When the mold is being filled, burst bubbles on the outer surface form a coiled look outside. Sanding and painting are some excellent ways you can rectify this effect. You can also conduct other tooling upgrades. Structural foaming is less costly, and you will have a smooth time when molding compared to other procedures.
Advantages of Low Volume Plastic Molding
- Cheaper Mold Cost: Low volume molds are generally cut from a high-quality grade of plastics, which is easier to machine and modify.
- Product to market: Requires only a modest investment, which enables the product to get to market quicker. Also, ensure less monetary loss once a new product to the market is not successful.
- Tools: Low Volume tools may extend the life of the product if you often update products in the entire product development.
- Low Volume Merits Most times, only require a few thousand parts to meet the needs of the entire pre-production and production run till shifting to mass production.
Benefits of Low Volume Manufacturing

There are a couple of benefits you get to enjoy with low volume manufacturing to produce low volume plastics as follows:
1. Cheaper. It is less costly compared to large-scale production. This is because there are minimum orders which makes the tooling costs less expensive.
2. Quick Turnaround. You also get to enjoy quick turnaround times for your mold to be produced. Getting your products to the market will be faster, for providing fast access to emerging markets.
3. Risk of Investment Reduced. More Your designs can also be rectified more quickly compared to large-scale production till perfectly enter into the market.
Thus, low volume manufacturing is increasingly becoming a popular option for many product varieties, giving room for a more defined investment in manufacturing and materials while allowing fast reach to markets, quick response to limited product lifespan and as a link between original prototypes and high-volume production, especially for low volume plastic injection molding project.

Wayken’s Low Volume Plastic Injection Molding
In China, we have great advantages over low volume manufacturing. Have accumulated for low volume production of plastic molds, we especially specialize in complex low volume plastic injection molding. From simple to complex low volume plastic molding parts, we always uphold the first position of every customer’s requirements. Then, welcome to you overall more about our manufacturing crafts of low volume injection molding so as to guide your project more successfully.
Remain the core of our business
No matter what you wanna micro-sized parts or larger plastic parts, WayKen’s many years of plastic injection molding can help you.
- Dedicated to building a more flexible, effective management team for plastic molds production
- Short lead times
- Quick mold changes
We are good at Types of plastic molding
Through these methods, we can help you to realize the production of complex plastic parts.
- Overmolding
- Large parts
- Insert molding
- Micro molding
We process thermoplastics
We are also trying to introduce more varieties of thermoplastics so that enable to meet every customers’ needs from the globe. So, it’s extremely important to understand your production material option for low-volume plastic parts.
- Polyetherketone (PEEK)
- High-density thermoplastics (Gravi-Tech™)
- Antimicrobial products for the food industry
- Polyphenylene sulfide (PPS) materials (Fortron® or Ryton®)
- Polysulfone (PSU) materials (Udel®)
- Polyetherimide (PEI) materials (ULTEM™)
- polyphenyl sulfone (PPSU) materials (Radel®)
- Thermally conductive plastics
Want to know more about us, please feel contact us at: [email protected] or call us: +86 755 2373 192


