Posted on: Nov.23th, 2018| By Judy, WayKen Project Manager
The advantages of plastic injection molding for manufacturing parts methods include fast production speed, high efficiency, automation of operation, shapes, and size flexibility. Moreover, the injection molding products are accurate in size, easy to be replaced, and the mold parts can be formed into complex shapes. This eco-friendly method is suitable for the molding processing fields such as mass production and complex shape products.
However, although the operators are familiar with specific machines and the operational skills in the molding process of plastic parts, the various rapid injection molding defects on mold design and materials are inevitable. The article aims to plastic injection molding problems and solutions, mainly as follows:
Analyze the causes of these problems generated from raw materials, plastic parts or mold design, molding processes, etc., and propose related solutions.
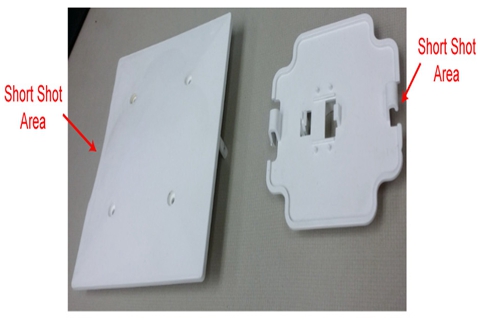
1. Short Shots
Short shots are a phenomenon in which the mold cavity cannot be completely filled.
Causes:
(1) Die temperature, material temperature, or injection pressure and speed are too low
(2) Uneven plasticization of raw materials
(3) Poor exhaust
(4) Insufficient liquidity of raw materials
(5) The part is too thin or the gate size is too small (6) Polymer melt is prematurely cured due to unreasonable structural design
Remedies:
Material: Use more fluid materials
Mold design:
(1) Fill the thick wall before filling the thin wall to avoid the retention phenomenon.
(2) Appropriately increase the number of gates and runner size to reduce the process ratio and flow resistance
(3) The position and size of the exhaust port should be properly set to avoid the phenomenon of poor exhaust.
Machine:
(1)Check whether the check valve and the inner wall of the material cylinder are seriously worn
(2) Check if the feeding port has material or whether it is bridged.
Process:
(1) Increase injection pressure and injection speed to enhance shear heat
(2) Increase the amount of injection
(3) Increase material cylinder temperature and mold temperature
2. Air Traps
Air traps are where air is trapped in the cavity to create bubbles in the part.
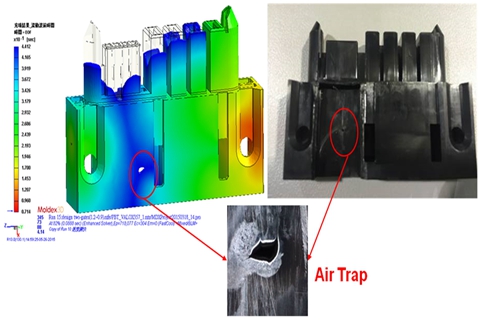
Causes: It is caused by the air being unable to escape from the parting surface, the ram, or the vent when the two melt fronts meet.
Remedies: Structural design: Reduce thickness inconsistency and try to ensure uniform wall thickness
Mold design:
(1) Add a vent at the last filled place
(2) Redesign the gate and runner system
Process:
(1) Reduce the injection speed of the last stage
(2) Increase the mold temperature
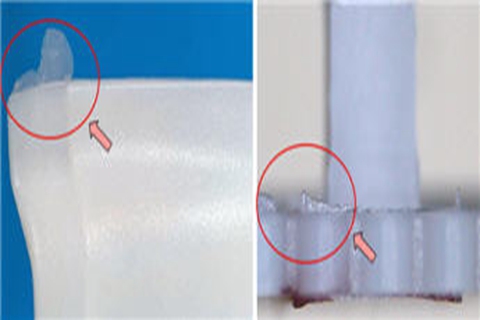
3. Brittleness
Brittleness is that the plastic part is easily cracked or broken in some place
Causes:
(1) Dry conditions are not suitable; use excessive recycled materials
(2) Injection temperature setting is wrong
(3) The gate and runner system settings are not appropriate
(4) The melting mark strength is not high
Remedies:
Material:
(1) Set appropriate drying conditions before injection molding
(2) Reduce the use of recycled materials and increase the proportion of raw materials
(3) Use high-strength plastic. Mold design: Increase the size of the main runner, branch runner, and gate
Machine: Choose a well-designed screw to make the temperature distribution more uniform during plasticization
Process:
(1) Reduce the temperature of the material cylinder and nozzle
(2) Reduce back pressure, screw speed, and injection speed
(3) Increase the material temperature and injection pressure, improve the melting strength
4. Burn Marks
The burn marks are that the gas in the cavity cannot be removed in time, resulting in blackening at the end of the flow.

Causes:
(1) The air in the cavity cannot be removed in time.
(2) Material degradation: overhigh melt temperature; overcast screw speed; improper design of the runner system
Remedies:
Mold design:
(1) Add an exhaust system to a place where the exhaust gas is easily generated
(2) Increase the size of the runner system
Process:
(1) Reduce the injection pressure and speed
(2) Reduce the barrel temperature
(3) Check if the heater and thermocouple are working properly.
5. Flash
It means that excess plastic is present on the mold parting or ejector part.
Causes:
(1) Insufficient clamping force
(2) The mold has defects
(3) The molding conditions are unreasonable
(4) Improper design of the exhaust system
Remedies:
Mold design:
(1) Reasonably design the mold to ensure that the mold can be closed when the mold is closed
(2) Check the size of the exhaust port
(3) Cleaning the mold surface
Machine: Set the machine of the appropriate size process:
(1) Increase the injection time and reduce the injection speed
(2) Reduce the barrel temperature and nozzle temperature
(3) Reduce the injection pressure and pressure
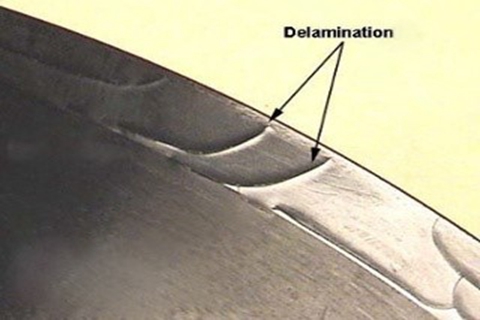
6. Delamination
It refers to the surface of the part that can be peeled off layer by layer.
Causes:
(1) Mixing other incompatible polymers
(2) Excessive release agent used during molding
(3) resin temperature is inconsistent
(4) Excessive moisture
(5) The gate and the flow path have sharp angles
Remedies:
Material: Avoid incompatible impurities or contaminated recycled materials mixed into the raw materials
Mold design: Chamfer all runners or gates with sharp angles
Process:
(1) Increase the barrel and mold temperature
(2) Appropriate drying of the material before molding
(3) Avoid using too many release agent
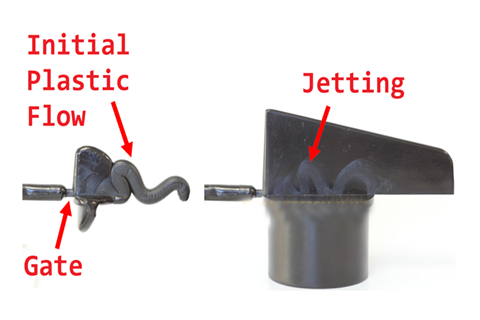
7. Jetting
A spray trace is caused by the melt flowing too fast, generally serpentine.
Causes:
(1) The gate size is too small, and it is facing the product surface with a large cross-sectional area
(2) Filling speed is too fast
Remedies:
Mold design:
(1) Increase the gate size
(2) Change the side gate to the lap gate
(3) Increase the stop pin in front of the gate
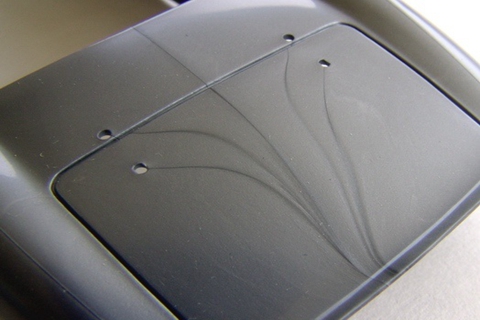
8. Flow Lines
Flow lines are molding defects that are wavy on the surface of the product known as a kind of frog jump caused by the slow flow of the melt.
Causes:
(1)Mold temperature and the material temperature is too low
(2) Injection speed and pressure are too slow
(3) The size of the flow channel and gate is too small
(4) Due to the structure of the product, the acceleration is too large when the filling flow is caused.
Remedies: Mold design:
(1) Increase the size of the cold well in the flow channel
(2) increase the size of the runners and gates
(3) Shorten the size of the main channel or switch to the hot runner
Process:
(1) Increase the injection speed
(2) Increase injection pressure and pressure
(3) extend the pressure holding time
(4) Increase the mold temperature and material temperature
9. Fog
A cloud-like discoloration occurs near the gate. The reason is the melt fracture.
Causes: If the gate is too small or the cavity at the glue is too thin, the flow rate of the melt is large, the area of the break is small, the shear rate is large, and the shear stress is often increased so that the melt rubber breaks and the fog shift occurs.
Remedies: Moldflow simulation. It is possible to predict the temperature, shear rate, and shear stress of the melt passing through the above narrow zone. Moldflow generally provides an upper limit for the temperature, shear rate, and shear stress of various plastic materials. Moldflow engineers can make adjustments based on the analysis results to find the appropriate gate size and cavity wall thickness at the glue inlet to eliminate fog.
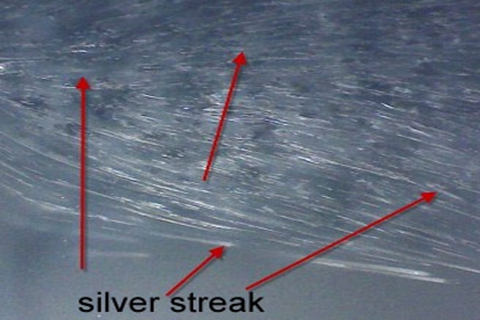
10. Streaks
Streaks are those in which water, air, or char is distributed in the direction of flow along the surface of the part.
Causes:
(1) The moisture content in the raw materials is too high
(2) Air is trapped in the raw material
(3) Polymer degradation: the material is contaminated, barrel temperature is too high; insufficient injection volume
Remedies:
Mold design:
Check if the exhaust position is sufficient Process:
(1) Choose the right injection molding machine and mold
(2) When switching materials, clean the old materials completely from the barrel
(3) Improve the exhaust system
(4)Reduce melt temperature, injection pressure or injection speed
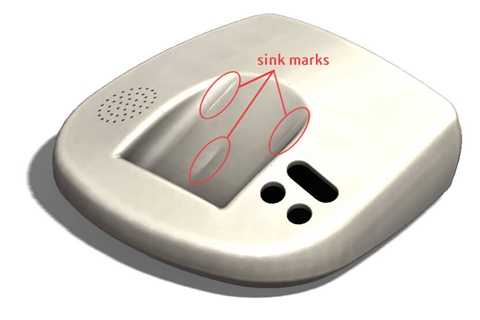
11. Sink Marks
It is a phenomenon in which the surface of the part is concave at the wall thickness.
Causes:
(1) Injection pressure or holding pressure is too low
(2) The holding time or cooling time is too short
(3) Melt temperature or mold temperature is too high
(4) Improper design of the structure of the parts
Remedies:
Design:
(1) Corrugated surface on the surface where dents are easy to occur
(2) Reduce the thick wall size of the workpiece, minimize the aspect ratio, and the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition. Redesign the thickness of the ribs, counterbore, and ribs. Their thickness is generally recommended as 40-80% of the basic wall thickness.
Process:
(1) Increase the injection pressure and pressure
(2) Increase the gate size or change the gate position
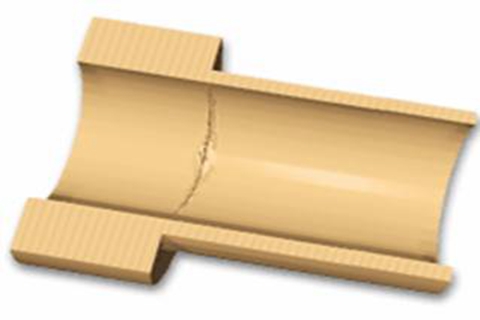
12. Weld Lines
The weld lines refer to the surface defect caused by the two streams being welded together.
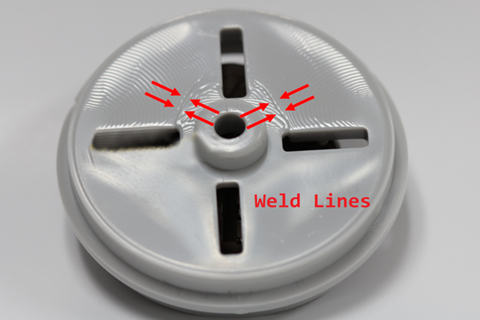
Causes: If there are holes, inserts, or multi-gate injection molding methods in the fabricated parts or the wall thickness of the parts is uneven, weld lines may be generated.
Remedies:
Material: Increase the fluidity of plastic melt
Mold Design:
(1) Change the position of the gate
(2) Add a venting slot
Process:
(1) Increase the melt temperature
(2) Reduce the amount of release agent
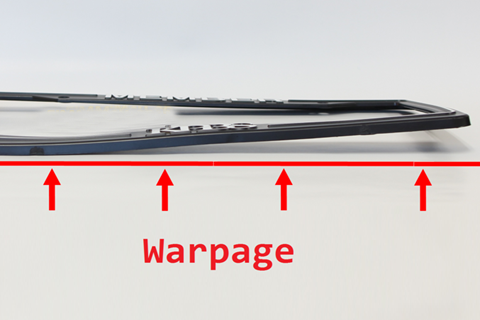
13. Warpage
The most difficult problem to solve in the design and production of plastic parts is the warpage.
Causes:
(1)Mold structure: pouring, cooling system and ejection system
(2) Product structure: plastic parts wall thickness changes, with curved or asymmetrical geometry, ribs and BOSS column design is not reasonable
(3) Production process: the plastic parts are not fully cooled, and the injection and pressure holding curves are unreasonable
(4) Plastic materials: plastic materials have, no added fillers, and the size of the shrinkage is.
Remedies:
(1) The mold temperature is unstable. Provide cooling/heating balanced mold
(2) Irregular section thickness Redesigned product shape and size according to resin characteristics
At WayKen, we have encountered many similar plastic injection molding problems and solutions in some cases of prototype injection molding. In order to create injection molding products for our customers, we extremely take injection molding machine parts details and injection molding step by step to heart before manufacturing parts and during the injection molding process.


