Posted on: March. 17th, 2021, | By WayKen Rapid Manufacturing Limited
Aluminum is abundantly available and suitable for use across diverse industries. The non-ferrous metal which is easy to the machine has desirable structural and chemical features that make it a material of choice for different applications. As a lightweight and less dense material, machining aluminum parts can be a challenging task.
On the contrary, these features make aluminum a perfect material for rapid prototyping and mass production using CNC machines. Machinability of different grades of aluminum parts (cast or wrought) depends on the efficiency of CNC machines and the accompanying tools. With high machinability rates, production teams are able to offset costs through structured mass production strategies.
Maximum productivity of CNC aluminum parts can be achieved by optimizing the software adopted for specific CNC machines, automating tool indexing, and correct sizing of CNC spindles. The simplest means for production teams to improve the quality of CNC aluminum parts is the selection of correct machining tools and/or tool inserts.
How Do You Select a Machining Insert for CNC Aluminum Parts?
Inserts refer to the removable cutting edges that are screwed onto the body of the cutting tool to be clamped on a CNC machine tool post. Inserts can be clamped on the tool using screws or suitable adhesives. They are commonly used in machining for rapid prototyping and mass production of CNC aluminum parts. Inserts are more suitable for machining larger diameters of aluminum parts, can handle larger feed rates, and can handle deeper cuts.

Insert Geometries
The ultimate goal of machining is producing optimal parts that meet the design or customer-specific requirements. The specifications may be in the form of part thickness, load-bearing capacity, and sizes. CNC machines are capable of handling diverse sizes and shapes of aluminum parts through effective tool sequencing and manipulation. Increased production requires the use of indexable cutting tools. Such tools allow the operators to alter tool inserts when necessary, allowing multiple and automated machining operations on the aluminum parts. CNC tool inserts come with varied cutting edges that can be used to undertake post-treatment operations such as polishing and grinding on aluminum parts. The performance of a tool insert in a machining environment for CNC aluminum parts is dependent on insert shape, relief angle, and rake angle.
Insert shape
Tools for CNC aluminum parts possess specific geometries that affect final product quality. The inserts are available in different shapes that fit specific CNC tool holders. Tool inserts for aluminum are available in shapes such as diamond, round, triangular, and square-shaped. Better part quality can be achieved by adopting an acutely angled insert. For instance, a 30 o -35o tool insert will be preferable for high-speed surface machining of a wrought aluminum part. Using a diamond-shaped insert for turning operation on wrought aluminum will result in a high-quality surface finish.
CNC Machining cast aluminum parts on the other hand will require the operators to adopt round-shaped inserts for better quality. Cast aluminum is rougher on the outside; adopting sharp tools for their machining results in poor surface finish. Tool insert shapes will affect CNC parameters such as feed rates, depth of cuts, and tool clearances. Sharper shapes will require smaller feed rates and larger tool clearances.
Rake Angle and Approach Angle
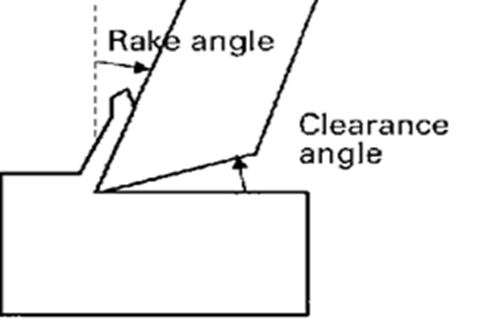
Rake angle is the angle between the tip of the cutting tool relative to the workpiece clamped on a CNC machine. The angle can be positive or negative depending on the position of the tool insert. When machining aluminum parts, a positive rake angle is recommended. Since aluminum is a soft material, cutting resistance must be minimized throughout the production circles.
Chip builds up around the tool while machining an aluminum part equally impedes final product quality. A positive rake angle will ensure that chip disposal is effective. A positive rake angle contributes to temperature control by reducing the cutting temperature. This factor provides an ample machining environment for the aluminum parts as well as improving the tool insert working life.
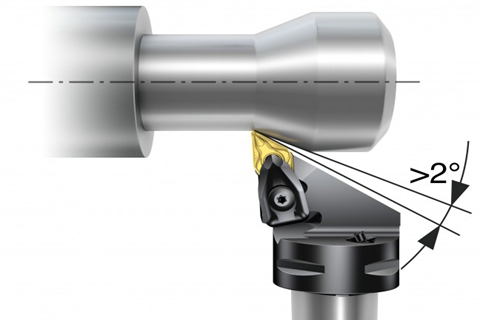
Milling operations do not rely on the rake angle. When performing milling on CNC aluminum parts, the approach angle defines the relationship between the part and the position of the tool on the CNC tool post. Due to the machinability of aluminum, a 90o approach angle is adopted. The approach angle allows the operator to perform several milling procedures on the aluminum part including face milling, slot milling, and shoulder milling.
Relief Angle
This is another parameter that defines the relationship between a tool and a workpiece clamped on a CNC machine. The relationship is defined with the tool insert as the reference point. Like the rake angle, the relief angle is either positive or negative.
When undertaking the machining of CNC aluminum parts, either for rapid prototyping or mass production, it is advisable that a positive relief angle is adopted. The use of indexable tool inserts allows the operators to alter the relief angles. Relief angles between 20o and 30o provide better surface finishes of aluminum parts.
Aluminum Chip breakers
High-speed machining of aluminum parts can be impeded by the accumulation of aluminum chips. Often, the chips are sticky in nature and can pose a challenge when managing machining space on the CNC surface. The design of chip breakers to be used in CNC machine rely heavily on the rake and relief angles.
When undertaking mass production of CNC aluminum parts, a sharp and wider chip breaker is recommended. A wider chip breaker allows for the removal of varying sizes of chips. Traces of chips in high-speed machining operations on aluminum parts affect overall product quality. Operations such as boring and drilling require an almost perfect expulsion of chips from the edge of the cutting tool and the machined surface.
A huge accumulation of aluminum chips on the part surface does not only result in a poor surface finish but also results in a shortened lifespan of CNC tools.
Technical Issues Associated with Inserts for Machining CNC Aluminum Parts
The most evident problem with tool inserts used for machining CNC aluminum has been identified to be the built-up edge. This occurs when the metal being machined builds up towards the rake/cutting face of the tool insert. The buildup weakens the cutting edge of the tool, results in poor surface finish, and significantly reduces the operating life of the cutting tool. The problem can be remedied by using sharper tools, applying appropriate CNC operation speeds, and using suitable coolant on surfaces being machined.
Chip removal tends to be slower when using rounded tools for high-speed machining of CNC aluminum parts. The issue can be rectified by using an effective chip breaker that has collection surfaces with sufficient clearances.


