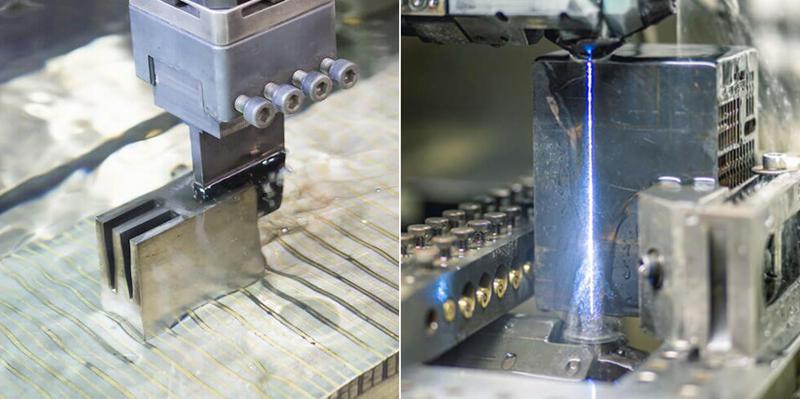
Sinker EDM is a kind of electrical discharge machining that uses an electrode and workpiece immersed in an insulating fluid, often a hydrocarbon oil or other dielectric fluid. It is sometimes called ram, cavity, or volume EDM. The machining operation uses pre-machined electrodes – copper, graphite, or tungsten – to form a “positive” of the desired shape. Afterward, the electrodes are pressed against the workpiece to create the negative of the actual material shape.
The primary factors that determine the choice of the electrode in sinker EDM include the resistance and conductivity of the electrodes. For example, compared to copper, graphite electrodes are easier to machine. However, copper possesses increased conductivity.

Sinker EDM fabricates complex structures in a workpiece using a positive copy of the desired shape. For example, when a design calls for a pyramidal, the selected machining tool will be of a similar shape – a pyramid. This is a clear variation from other machining technologies, where the cutting tools cut along different axes to fabricate the desired shape. Due to this difference, sinker EDM may be time-consuming, as the machinist must machine the cutting tool before fabricating the structure.
Pros and Cons of Sinker EDM
Let us quickly examine the benefits and shortcomings of sinker EDM
Pros
- Precision: Sinker EDM is suitable for precise machining, creating extremely accurate features.
- Tooling: Unlike other machining processes, sinker EDM does not need a harder tool than the workpiece.
- Shape: The process is suitable for creating complex shapes and fixtures, including irregularly shaped blind holes.
- Risk: It is a low-risk machining process.
- Metal Type: Provided the metal is conductive, sinker EDM is suitable for machining it.
- Low-Stress Machining: Unlike aluminum machining, sinker EDM does not induce stress that may deform the cutting tool or the workpiece.
- Complex Structures: Since it does not necessarily cut through the workpiece unless required, it is suitable for fabricating thin walls, blind cavities, cross sections, etc.
Cons
- Material Limitation: Sinker EDM is only suitable for machining conductive materials. Therefore, the process is unsuitable for plastics and composites.
- High Energy Consumption: Compared to CNC machines, the process is power-consuming. It requires a large amount of electricity to produce enough energy for the process.
- Time: The process is more expensive and time-consuming than traditional machining processes.
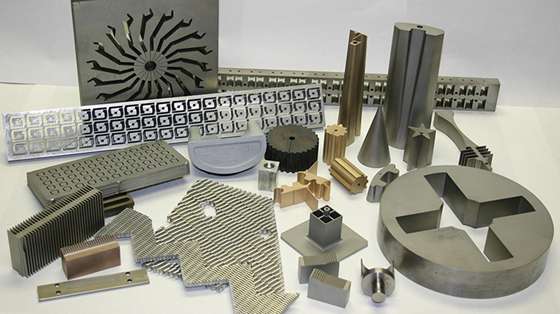
Applications of Sinker EDM
As mentioned earlier, sinker EDM is suitable for creating complex cavities. The process is typically useful for fabricating hard toolings like mold and dies and creating deep ribs. The typical application of sinker EDM cuts across the following:
- Dies and mold fabrication
- Rapid tooling
- Sharp inside corners
- Thin and deep ribs
- Injection molding molds
- Fine details
- Medical parts and devices
- Blind keyways
- Threads
- Creation of intricate designs in jewelry and precious metals
- Internal splines, etc.
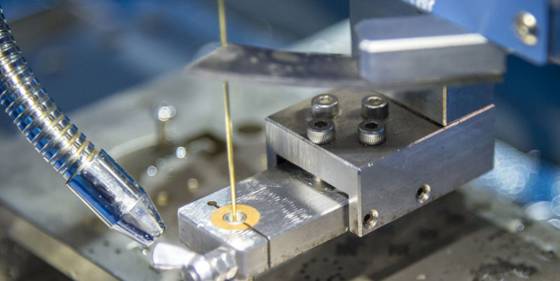
Wire EDM cutting is another form of electrical discharge machining. It is a non-contact machining process that utilizes thin single-strand electrically charged metal wire with a suitable dielectric fluid to cut a workpiece into desired shapes. It is sometimes called spark EDM, wire erosion, or simply wire EDM. Like sinker EDM, the workpieces must be good conductors of electricity, like metals and graphite. However, the dielectric fluid is usually deionized water.

This process does not necessarily cut through the metal pieces. Instead, it uses a thin wire to create precise cut lines by melting or vaporizing the metal till the wire completely passes through the workpiece. Therefore, the procedure may be more suitable for machining parts challenging for conventional machining techniques, provided the workpiece is conductive.
Components of a typical wire EDM include the CNC tool, power source, dielectric medium, electrodes, and, of course, cutting wires, which can be brass, diffusion-annealed, or zinc-coated wires. The process is suitable for cutting aluminum, graphite, and brass, including more rigid metals like steel and titanium.
Pros and Cons of Wire EDM
Pros
- Continuous Machining: The machining process is continuous. Even when the wire breaks, the process continues almost immediately, with little or no interruption.
- High Precision Cutting: Wire EDM creates highly precise and accurate parts. They are suitable for fabricating structures with complex geometries and tight tolerances challenging for traditional machining processes.
- Versatility: Wire EDM is highly versatile. The process is suitable for cutting various (conductive) materials, including aluminum, steel, tungsten, brass, graphite, and titanium.
- Leaves no Blemish: It is a single-stage process without distortion or burrs on the workpiece.
Cons
- Material Restrictions: It is only suitable for materials that can conduct electricity.
- May Require Additional Finishing: After cutting the metal pieces, an oxide layer may form on the surfaces, requiring finishing and post-processing operations which will attract extra costs.
- Cost: Wire EDM machine requires a high upfront cost. Also, maintenance too is pretty expensive.
Applications of Wire EDM
As we have mentioned, wire EDM creates parts with tight tolerances, high precision, and dimensional accuracy requirements. Below are typical applications of this machining process.
- Automotive: Cars and other automobiles have several complex parts requiring high-precision machining. Wire EDM is suitable for fabricating engine cylinders, gears and gearboxes, fuel injectors, and other components.
- Electrical Parts: Micro-components used in electrical gadgets can be produced via wire EDM. Such components include sensors, microchips, connectors, etc.
- Aerospace: The aviation industry utilizes wire EDM to create parts requiring high precision and dimensional accuracy. The process can manufacture turbine blades, landing gear parts, and vanes.
- Medical Products: Wire EDM is suitable for manufacturing surgical implants, prosthetics, and other medical gadgets.
- Mold, Tools, and Die Fabrication: Wire EDM can create dies and molds for various manufacturing processes, including injection molding, blow molding, die casting, etc.
Sinker and Wire EDM share some similarities, both being types of electrical discharge machining. However, they also have distinct differences that distinguish them. They include:

Cutting Process
In sinker EDM, cutting involves creating a series of sparks between the workpiece and the material, vaporizing or melting the metal pieces. On the other hand, utilizes a thin wire to create electric sparks that vaporize or erode the metal.
Dielectric Liquid
While sinker EDM tends to utilize hydrocarbon oils, wire EDM often uses de-ionized water as its dielectric fluid.
Electrode Wire
Sinker EDM uses a custom-designed electrode resembling the 3D profile or shape of the intended product, which is then lowered into the workpiece to cut out the shape. However, wire EDM uses the basically same thin electrical wire that feeds through the material, cutting it to the desired structure.
Machining Speed
Unlike in sinker EDM, the machinist must first create a custom die to suit the fabrication, especially for complex structures. The wire EDM uses a simple thin thread-like wire for cutting. This makes the wire EDM a quicker and less cost-intensive manufacturing method.

Machining Functionalities
Sinker EDM is more appropriate for 3D contouring, drilling, deburring, finishing, etc. On the other hand, wire EDM is available for 2D cutting and high-precision profile cutting, and sample preparation.
In addition, while wire EDM can only start machining from the edges of a workpiece, sinker EDM can machine from anywhere, even when there is no hole or edge on the workpiece. This makes sinker EDM better for generating cavities or holes not originally present in the bottom end of the material.
Precision
Indeed, both EDM operations produce accurate and precise cuts. Wire EDM is more suitable for parts with strict precision and tight tolerance requirements.
Even though we have shown the difference between wire EDM and sinker EDM, you will agree that they are similar. After all, they are both types of electrical discharge machining. However, which one should you choose for your fabrication?
Let’s keep it simple: choosing either method should depend on your manufacturing needs. For example, wire EDM is appropriate for smaller fabrications with high precision standards. However, sinker EDM is more appropriate for creating dies and molds for injection molding and other manufacturing processes.
You should consider the following before determining which process to choose for your design.
- Surface Finishing: Wire EDM leaves a smoother, fine finish, while the finish of sinker EDM may be slightly rougher.
- Material Type and Thickness: Choose sinker EDM for more rigid and tough materials like steel and titanium. Wire-cut EDM is best suited for thinner materials.
- Manufacturing Costs: If you are on a strict budget, choose Wire EDM, it is less cost-intensive.
- Part Geometry and Shape: Sinker EDM is preferred for molds, dies, and deep cavities with complex shapes.
- Volume Production: Wire EDM is a quicker manufacturing process. Therefore, it is the better choice for large production volumes.



