
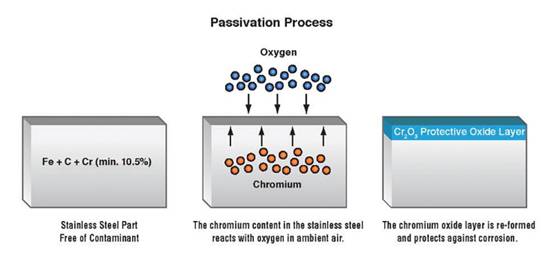
Passivation of stainless steel is a chemical process to make it unreactive to moisture and oxygen, the primary substances that cause it to rust. The passivation process achieves this by creating a very thin layer (a few atoms wide) of Chromium Oxide (2Cr2O3) on the stainless steel’s exposed surface.

This layer prevents atmospheric compounds from reacting with the iron content in stainless steel, which deteriorates its quality. The results are quite similar to aluminum anodizing.
It serves a very important purpose in numerous industries like food processing, cosmetics, pharmaceuticals, etc. where equipment corrosion can lead to safety hazards and great losses. Properly passivated stainless steel also improves productivity and decreases maintenance load.
The thin layer of chromium (and nickel) oxide on stainless steel makes it resistant to corrosion. However, sometimes this layer may not properly form by itself or may be damaged, leaving the stainless steel susceptible to corrosion. This is where the passivation process comes in. It serves the purpose of forming or restoring the protective layer to the desired quality.
There are several reasons stainless steel may require passivation, some of which are as follows:
–Low-Quality Raw Materials: Impurities from bad quality raw materials may not be fully extracted during steel fabrication. This can cause its chemical passivity to fall.

–Machining/Grinding: Most stainless steel parts go through manufacturing processes like machining and grinding. The tools used in these processes contain iron that gets embedded into the stainless steel surface during machining. Machining lubricants and cooling liquids can also accumulate in surface pits, introducing another form of impurity.
–Welding: Welding weakens the chromium oxide layer, especially in the heat-affected zone.
–Assembly: Stainless steel products are most often an assembly of various parts. During assembly, individual components rub against each other and the resulting friction can damage the layer of oxides, oftentimes to the extent that it may completely vanish at some points.
–Regular Wear & Tear: The chromium oxide layer weakens over time as the part sees various thermal, chemical, and physical environments during service.
All of these scenarios are very common in an industrial environment. Thus, professional engineers adopt a regular steel passivation schedule to prolong the life and quality of industrial equipment, saving money, time, and effort in the long term.
We will now discuss the passivation process in depth. Stainless steel passivation is a 3-step process: cleaning, acid bath, and quality testing.
Step 1: Cleaning
Cleaning the stainless steel surface is a crucial step for successful passivation. Accumulated surface impurities can block the passivating acids from reaching the surface, rendering all efforts useful.
Common surface impurities include dirt, grease, mineral and synthetic oils, hydrocarbons, and other residues from industrial environments.
There are various methods to degrease a stainless steel surface. Alkaline detergents and high-temperature baths (up to 65°C) are highly effective in dissolving and removing impurities.
Oftentimes, engineers also check the quality of cleaned surfaces via techniques like the camphor test.
Step 2: Acid Bath
The second step for the passivation of stainless steel is the acid bath. The cleaned stainless steel surface is immersed in a bath comprising an acid solution and some other additives like accelerators and inhibitors.
This chemical reaction removes free iron from the metal’s surface. The main goal is to achieve a high chromium-to-iron ratio so there is more chromium available for oxidation instead of iron.
Three parameters control this step in the passivation of stainless steel: the concentration, temperature, and duration of the acid bath. Different combinations of these parameters yield different results. The engineers’ experience and skill are critical in setting these parameters for the best results.
The most common acids for steel passivation are nitric acid and citric acid. In the following section, we briefly touch upon both of these and offer a comparison.

Nitric Acid vs. Citric Acid: A Technical Comparison
Nitric acid was the original passivating agent for stainless steel that works on the metal by dissolving iron, which the circulating bath then carries away. Its main features are:
- The concentration of nitric acid solution ranges from 10%-50%.
- Acid bath temperatures can be up to 60°C.
- Additives like sodium dichromate and phosphoric can further improve its passivation efficiency.
- Nitric acid makes passivated stainless steel more resistant to flash attacks.
- Only applicable to austenitic and duplex steel grades.
- Highly toxic and dangerous for the environment, requiring careful handling and disposal.
Let us move on to citric acid. It is a relatively new agent for the passivation of stainless steel. It chemically reacts with iron on the steel’s surface but also removes chromium and nickel. However, the prepared surface is well prepared to naturally react with ambient air to form a thick oxide layer.
- Acid concentration of around 10% is used.
- Passivates all grades of stainless steel.
- Citric acid is safe to use and is relatively more environmentally friendly.
- Approved for food processing.
- Passivation by citric acid is quicker and can be adjusted to achieve results in as less than 5 minutes.
Step 3: Quality Testing
The last step in stainless steel passivation is quality testing. The passivated metal passes through some checks that it needs to pass.
Engineers use several testing methods at this stage. One strategy is to create an environment where rusting is easy. This is known as the water immersion test, where stainless steel goes through continuous cycles of wet and dry environments and is constantly monitored for signs of corrosion. Usually, poor passivation leads to visible rust on the surface.
Chemical tests like the Ferroxyl test are also quite useful. It exposes iron by reacting with it and changing its appearance. Also, equipment like passivity meters is also quite popular to check the reactivity of stainless steel.
Meanwhile, it is also common to have quality checks during the acid bath step. Monitoring the iron concentration and acidity of the circulating acid bath indicates the progress and effectiveness of the passivation process.
There is a wide range of machinery for the passivation of stainless steel. We will highlight some of the main features of the passivation equipment available in the market.
Size: There are several sizes of passivation equipment from benchtops to large-scale industrial units that can passivate huge parts.
Passivating Capacity: This is defined by factors like the number of tanks, their volumes, and overall throughput.
Functionality: Some passivation equipment comes as a complete package for degreasing, passivating, rinsing, and drying.
Manual/Automatic: Users can choose between manual and automatic units. Automatic units are more accurate, safe, and have intuitive human-machine interfaces. PLC-controlled systems add another level of precision and reliability to the machine.
As with any industrial procedure, certain professional practices enhance the quality of steel passivation processes. Enlisted below are some of the major recommended practices for engineers who deal with passivated stainless steel.

1. Always Passivate New & Repaired/Replaced Parts
Every time a new component is added or an old one is replaced, passivation is a must. A chemically reactive part can very quickly catch rust and damage other parts and also the industrial process itself.
2. Regularly Monitor Equipment
Most industries use stainless steel parts whose passivity decreases over time with use or due to compounds like chlorides. The corrosion potential of such components must be periodically checked to see if they need re-passivation.
3. Separate Machinery & Tooling for SS
It is economically prudent to process stainless steel in a separate environment, where it may be less exposed to iron and impurities. In the long run, it can save massive passivation costs and downtime.
4. Quality Control of Industrial Fluids
An industry working with corrosive fluids should keep their composition under check. The fluids should be cleaned or changed if they become too dangerous for the stainless steel equipment.
5. Adjust Passivation Method to Steel Grade
Engineers must understand that every stainless steel grade is different and the same passivation cycle is not fit for all of them. Thus, some intuition and experience are required to tweak the process for each grade and part to achieve optimal results.


