
Overmolding is currently one of the most popular and advanced rapid tooling methods, providing significant potential for production costs, cycle times, and new design possibilities for product manufacturing. Thanks to the diversified design advantages of 2K molding products, it has been widely used in mobile phones, pen-making, automobiles, home appliances, hand tools, and commodities, etc.
This article mainly introduces the development and trend of overmolding technology and especially introduces how to realize the prototype manufacturing of small batch in the product development stage for 2K over-molding parts.
What is overmolding?
Overmolding is the injection molding process where created a single part by combining two or more different materials together. The first material is generally referred to as the substrate material, whose parts or fully covered by subsequent materials (overmolded materials).
Injection over-molding was first used to beautify the appearance of consumer goods, now quite popular. The technology is used in a variety of applications and can even be used to enhance product functionality, such as chemical resistance improvement, providing electrical insulation, lasting grip, softer, more soft touching, etc.
There are mainly 2 different types of the manufacturing process of over-molded products.
a. Soft material overmolding hard material: The common materials in the multiple injection molding is the thermoplastic elastomer (TPE), which is used on the substrate material (such as ABS(Acrylonitrile Butadiene Styrene), PC, PC/ABS, PA, and SAN). The commonly used TPE is SEBS, TPE-V, TPE-U, TPE-E, and TPE-A. These “soft cladding” products have enhanced functionality such as insulation, chemical resistance, better ergonomics, better handle, grip, and superior aesthetics.
b.Hard material overmolding hard material: Another application is secondary overmolding materials are also hard plastic. For example, rigid molded plastic with metal insert or transparent rigid molded plastic with non-transparent parts. Usually, the defect rate of transparent 2K injection molding production is very high will cause great challenges to the control process.
Overmolding process types: 2 K Molding and Two-Shot Molding
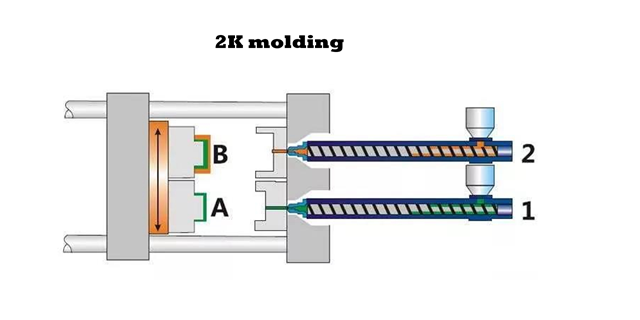
2K(two-color) injection molding (formed by two components) has two step process, which means that turn a material injection into products on 2K injection molding machine, and then on the 2K machine by mold flipping and jumping to another note in the plastic tube of the corresponding mold cavity. The part is used as inserts, injection on another material to form on the integration of double material products. The injection molding machine is either the double cylinder or double mold cavity, the injection molding process is releasing two kinds of material products at the same time production. Meanwhile, the made product is used as inserts that will be inserted into.
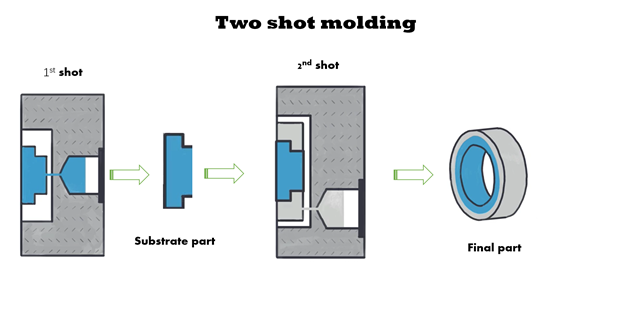
Another is two-shot injection molding, which means that it makes a material part on an injection molding machine and the material part as an insert into another mold, and then injects the second material. Insert molding (the industry inside name is wrapping, secondary injection molding): during the insert molding, it is first made as a rigid part (usually it is a hard plastic part) and embedded into the mold cavity. Following, TPE is used to inject molding on this component, and the complete product is finally obtained. Conventional injection molding equipment can be used for insert molding. The placement of rigid parts can be done by manual or mechanical arms. Usually, the coated metal components can only be used in this way.
The bonding strength of the overmolded parts
Physical method: by buckle design, surface roll, surface tapping, and then the second type of material to achieve the package molded directly (covering). The characteristic of material bonding purely by this method is that the physical joint has strong adhesion, while the physical joint has little adhesion outside.

Chemical method: bond the two materials together by the molecular affinity between two materials and the bond strength of chemical to form a single part, two or more.
Although the methods of physical clasp and bonding are often used together in practical applications, it is obvious that realizing the bonding between the two materials is a more reliable and more flexible method. This strong chemical bond consists of the mutual solubility, penetration, penetration, and entanglement of molecules or molecular chains.

Four Types of Overmolding
There are four common over-molding types available.
- Plastic Over Plastic –The substrate and the plastic poured over the substrate are both plastics. The material of the plastic components should have the same or similar melting point.
- Plastic Over Metal – The substrate is metal. A metal part, CNC-machined, cast, or forged, is put into the mold first, and then the plastic is molded over the metal part. Do you know you could mold metal inserts inside plastic parts?
- Elastomer Over Plastic – The substrate should be hard plastic. Elastomers could be soft materials such as rubber and polyurethane.
- Elastomer Over Metal – The substrate is metal. A metal part, CNC-machined, cast or forged, is put into the mold first, and then the elastomer is molded over the handle
However, not all materials can be over-molded. For example, if you’d like to make only a few prototypes, we could hardly find any clear elastomers that can be molded with the material itself or other types of resins.
How to produce the best overmolding products?
1. Material option: There are mainly 3 key factors that affect the molecular level bonding of TPE/hard-plastic material.
1)The polarity of TPE material is similar to that of hard plastic (otherwise it would not be either mutually soluble or permeable and penetrating in the state of melting);
2)The surface tension of TPE material is less than that of hard plastic (otherwise, TPE melt could not be spread on the surface of the hard plastic insert);
3)When TPE melt flows along the hard plastic surface into the mold cavity, heat is released during the cooling process, which can rapidly and effectively melt the hard plastic surface to form a thin interpenetrating layer.
2. The 7 worth reference guide of overmolding process
1) 2K molding is better than that of the two-shot molding(multiple-shot molding) effect.
2K mold advantages: The first shot of hard plastic injection molding is still hot, and then it immediately enters the second cavity of the 2K injection molding machine. Since there is no moisture absorption during the transfer process; on one hand, it is easy to be ablated by the high-temperature TPE melt on the surface to produce an ultra-thin layer, and on the other hand, there is no effect of water vapor adsorption on the surface.
2)Choose higher feed barrel (melt) temperature as far as possible within the allowable range of TPE material, otherwise, TPE would not have sufficient heat to ablate the surface of hard plastic material.
3)When overmolding the second shot, the mold cavity of hard plastic had better adopt high mold temperature to supply heat energy. When hard plastics reach a high temperature, the TPE high-temperature melt will cool slowly so that it has enough heat and time to ablate the hard plastic to form an insoluble, ultra-thin layer.
4)In the second step of overmolding, TPE melt should be ejected with high shooting speed as fast as possible, under the premise of no TPE flying edge.
a. With fast shooting speed, TPE melt has a short spread time on the hard plastic surface and a longer time to ablate the hard plastic surface during the molding cycle.
b. Friction between TPE and hard plastic surface leads to friction and heat generation. Thus, the temperature of the TPE melt also cools slowly, with a longer time to contact and ablation of the hard plastic surface.
c.Due to fast shooting speed, the viscosity of most TPE melt is sheared while becoming thin, which leads to surface tension decreases that is conducive to spreading on the hard plastic surface.
5)Avoid moisture absorption or tarnish on the hard plastic surface, especially in two-shot molding. In certain cases, through the transfer process, this is more likely to occur.
6)Nylon 66, the surface moisture absorption leads to the formation and adsorption of water molecules to form hydrogen bonds, TPE cannot effectively form intermolecular bonds with the hard plastic surface molecules, and the natural bonding strength decreases. Coated polarity hard plastic TPE is certainly also a polarity formula, doesn’t pay attention to moistureproof, affect the cohesion effect at the same time.
7)Pay attention to the problem of the washing cylinder in the early stage of the test machine
a. Previously coated with PVC
b. Previously it was a machine that produced hard rubber
Three Benefits of Overmolding
There are three major reasons to use over-molding for your design.
Better aesthetics
If you want to create one plastic part that has several colors or has several kinds of surface finishes, then over-molding is an ideal process. Different colored or textured components can be made over-molded with each other and formed one part with seamlessly connected colors and finishes. For instance, a clear resin part can be over-molded with a black resin part to form one automotive lens; and metal inserts over-molded with plastic look better than the inserts that are manually set inside the plastic parts.
Better assembly
Two or more components molded together fit better than two components are made separately and then assembled, because, during the over-molding process, the plastic that is added over the substrate is melted and then cured on the substrate, thus creating a more solid assembly.
More user-friendly
Using elastomers such as rubber or polyurethane over a hard plastic or metal part makes it more pleasant for end users. The metal parts and hard plastic are not very pleasant to the human hand, adding a soft layer on hard plastic or metal parts can soften the texture of the parts and thus make the parts more user-friendly.
Three Methods to Implement an Overmolding Product Prototype
Due to the complex structure of 2K injection molds, the product development process needs a longer cycle and higher cost. if we only make one or several sets of prototypes in the product development stage, do we need to pass 2K injection molding or two-shot injection molding? Here are guide approaches widely used in our rapid prototyping service as follows:
1.3D printing technology
Two-color FDM 3D printers have already existed for a long time. Generally speaking, 3D printing is equipped with two sprinkler heads to print materials of different colors so as to realize the model of two-color mixing. However, there are still great limitations in material selection. Some 3-d printers, while capable of printing multicolor transparent parts, have a rough construction, low resolution, poor texture, and can even be described as “pixelated”. Therefore, there is still a long way to go for 3D printing with polychromatic features and appearance prototypes.

2. Silicone tool overmolding
Urethane casting is a common method for small batch prototyping. And it has a prominent advantage for overmolding prototypes production.
Silicone tool casting part can accurately match clients’ specifications, no matter what it refers to color, texture, and glossy finish, insert molding and overmolding, or even optically clear. It is great for trial production of parts with complex process structures can directly out of the mold, thus making part easy to get out of the mold, ignoring the need to design the draft angle, providing a standard machining tolerance on ± 0.15mm/100mm, with the highest precision able to reach ± 0.05 mm. the complex structure can be directly out of the mold.
In addition, material selection is also abundant, with multiple materials to facilitate the creation of urethane casting parts. Materials with certain properties are similar to production-grade plastics such as ABS, PMMA, PC, PP, PA, soft rubber, and include impact-resistant, high temperature (120℃), or fire-resistant (UL94-V0).
Mold making: The process of silicone tool overmolding mainly includes master pattern making, silicone mold making, and vacuum casting. Using silicone mold, we can make many kinds of overmolding products, such as rubber over-molded hard plastic, hard plastic over-molded hard plastic, and transparent over-molded non-transparent plastic.
Process control: the location of the gate and the design of the vent hole of the silicone mold is a big difficulty in making the silicone overmolding mold. First, the gate must be positioned away from the appearance surface of the product, and sufficient fluidity is required to allow the material to fill the mold. Secondly, the position and quantity of air vents often need to be adjusted several times, especially when the transparent part is made, the bad air will produce obvious appearance defects. Finally, the shrinkage of the two materials and the deformation during secondary curing.

3. CNC machining + surface treatment
CNC machining 2K prototypes normally will take a lot of post-processing to achieve the two-color or multi-combination of material.

Its features are fast speed, with high dimensional accuracy and appearance quality. The option of overmolding materials is wide, almost all engineering plastics and metal materials can be processed. After polishing and other surface treatment, the production effect can be comparable with or even higher than the injection molded product.

For now, the mainstream prototype manufacturing of overmolding products is still dominated by CNC. Of course, silicon mold has also made great progress. Usually, the processing of the overmolding prototype is realized by combining CNC and silicone tool overmolding methods.
New Advances in Overmolding Technology
Through the observation of the important international exhibitions in recent years, European and American manufacturers in the field of multi-color injection molding have been promoted to the “combination” presentation of several basic molding technologies. Except for the traditional multi-color products, such as automobile headlights, air conditioning panel, TV frame, etc., a new application such as two-color molded internal label (IML), two – color-forming within mold composition(IMA), StackMold, 2K+IML+IMA+Stack Mold, two-color molding, and interlayer injection, all these new AP can be achieved by only one injection machine.
As a result, multi-color injection molding technology is getting more and more attention. What we not only need to present multicolor technology but also must combine it with other technologies to create higher efficiency fruits, which is the industry must challenge the goal in the next stage.
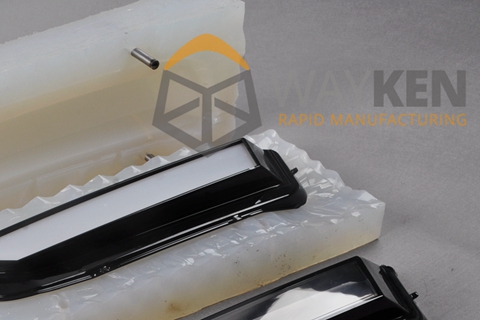
WayKen has deep expertise in the field of overmolding. Recently, we have made great progress in the small-batch 2K silicone mold of two-color transparent car lamp parts. Contact us and get an instant quote to reduce production time and cost for your overmolding project.


