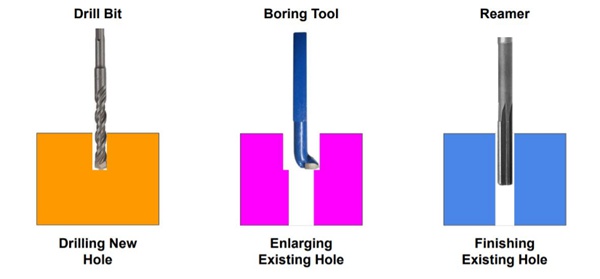
Reaming is an essential manufacturing process used by machinists to achieve precise sizing and finishing of drilled or bored holes. By using reamer tools, which are rotary cutting tools, machinists can enlarge holes with incredible accuracy, creating a perfect diameter with a smooth finish that’s hard to achieve through drilling alone.
The complex geometry of reamer tools allows them to efficiently remove material while delivering a smooth surface finish. This makes reaming an indispensable process for achieving high-quality results in industries like aerospace, automotive, and medical manufacturing, where precision and accuracy are critical.
Some general applications of reamer tools are as follows:
- Automotive Industry: Sizing holes in engine bores, valve heads, and shafts.
- Aerospace: Precision holes in components like the body, fuselage, landing gear, etc.
- Fabrication: Precision machining holes for special fastener sizes and tapping.
- Assembly: Sizing holes for screws, nuts, rivets, etc.
Reamers are an essential tool for machinists seeking precise results in a variety of reaming applications. Despite their similar appearance, each type of reamer is uniquely crafted to excel in specific scenarios. Whether it’s a straight-flute reamer for through-holes or a spiral-flute reamer for blind holes, understanding the distinct characteristics of each type can make all the difference in achieving optimal performance.

1. Spiral-Fluted Reamers
Spiral-fluted reamers are special-purpose reamers that are ideal for hard-chipping materials like stainless steel. Due to their helical flutes, the cutting forces are well-distributed over the hole reamer, allowing them to cut through hard materials.
Furthermore, the helical angle assists in evacuating the chips, which is essential when reaming blind holes.

2. Straight-Fluted Reamers
Straight-fluted reamers, as the name suggests, have flutes that are parallel to the central axis of the reamer bit. They are suitable for materials that do not produce a lot of chips, such as brass and cast iron.
Since the flutes do not have an angle, chip evacuation can be an issue. For this reason, it is preferable to use them with through holes so the chips can simply fall through the bottom opening. Moreover, they are not suitable as a hand reamer owing to the same chip evacuation issue.

3. Taper Pin Reamers
Taper pin reamers feature a tapered body. This means that the diameter of the metal reamer decreases as one moves from the root to the tip along the central axis. This unconventional shape is perfect when the hole accommodates components like taper pins.
There are various sizes, materials, and taper angles of taper pin reamer tools. Generally, their main specifications include the root and tip diameters and the tool length.

4. Shell Reamers
Shell reamers come as a sleeve with cutting flutes on the outside. The sleeve, or ‘shell’, is fitted onto a reaming arbor to perform the reaming operation. A usual shell reamer has multiple flutes spanning the entire length of its body and that can be straight or spiral, depending upon the application.
generally, shell reamers are suitable for larger holes, often greater than ¾”. Their convenient design makes them cheaper than other reamer tools and allows flexibility for engineers.

5. Hand Reamers
A hand reamer is designed for manual reaming, as opposed to a machine reamer, which is used on machine tools. Its design usually features helical flutes to facilitate chip evacuation and distribute cutting forces. Moreover, it also has a slight taper to assist the user in precisely inserting it into the hole.
Hand reaming is generally a bit less accurate than machine reaming due to human errors. Still, hand reamers are commonly found in fabrication shops and are one of the most important tools in a machinist’s toolbox.

6. Floating Reamers
Floating reaming is more of a separate reaming setup than a reamer bit. So, these floating holders are compatible with all reamer types. The special thing about it is the floating reamer holder, which isolates the machine tool drive from the tool through an independent bearing setup.
In other words, it eliminates motion errors coming from the machine tool. These errors can include spindle misalignment, thermal expansion, and axial offset.

Other Reamer Types
The list of types of reamer above includes the most common reaming tools one can find inside a machine shop. On top of these, there are multiple other reamer types for specialized reaming operations. A comprehensive list of other reaming tools is as follows:
- Chucking Reamers
- Stub Screw-Machine Reamers
- Expandable Reamers
- Carbide Reamers
- Socket Reamer
Reaming, although quite common, is a specialized operation that requires skill and practice. Users should follow a proper procedure based on their reamer sizes, types, and job. A generalized step-by-step guide on how to use a reamer is given below to get you started.
1. Setup Preparation
The first step is to set up everything. The workpiece should be mounted using a vise or a clamp, whichever is more suitable. This stops the workpiece from moving under the action of cutting forces, which decreases the reaming precision and can even break the reamer tools.
2. Pilot Hole Marking
Once the workpiece is sturdily held in place, the hole drilling comes next. To begin, the operator marks the center of the hole using an appropriate marking device. Then the hole is spotted using a spot drill or countersink. This process helps guide the drill bit into the center of the hole in the next step.
3. Pilot Hole Drilling
Then, the drilling operation follows. Choosing the correct drill bit size is important at this step. A general tip is to use a drill bit 2-4% smaller than the final hole size. So, for example, if the final hole size is 10mm, a 9.8mm drill would be perfect.
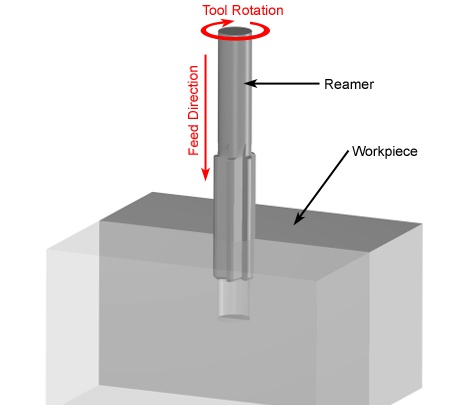
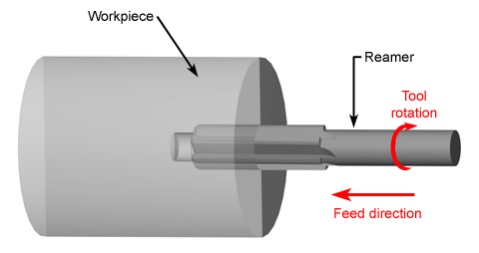
4. Reaming
Next comes the actual reaming process. The hole and the ream are both lubricated to minimize friction. Then, the reamer is mounted in its respective holder and aligned with the center of the hole.
The hole reamer is then gently guided into the hole. The slight chamfer at the entering end is useful in this process. Once inside the hole, the operator reams the hole using the selected feed and speed parameters.
5. Clean
The ream is periodically retracted from the hole for relubrication and chip evacuation until the hole is fully reamed. At the end of the process, the hole should be thoroughly cleaned. Care must be taken not to harm the internal walls.