
Though different tap types have distinct features, the following are the main components.
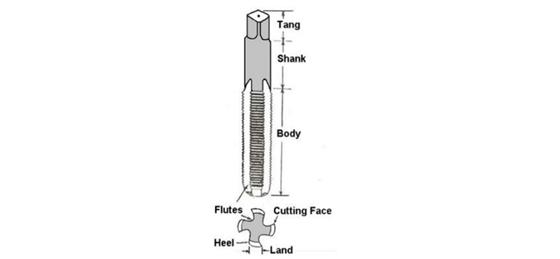
Body: This is the longest and most important part. The body of a tap is what does the cutting. It contains both the thread chamfers and the full threads. The number of these varies depending on the tap type.
Shank: The shank is located just above the body. It is smooth and has a cylindrical shape. The shank length differs according to tap type. This part has marks that indicate the distance between the threads.
Tang: This is the squared-shaped part above the shank. Based on the mode of operation (manual or automatic), manufacturers fix the tang on a holder to rotate the tap.
Flutes: Flutes are grooves on taps that accommodate and expel the chips during tapping. They come in different types and shapes based on the tap type. As a standard, a tap contains 2-4 flutes which can be angular, straight, or spiral.
Land: The land is the threaded part between the flutes.
Heel: This is the slanted area behind the threads.
Cutting Face: This is the surface of the tapping tool that comes in contact with the material.
Different tap types can cut different types of threads in holes. The following are the different taps for threads with their distinct feature
Hand Taps
The taper tap, plug tap, and bottoming tap make up the complete set of hand taps.

-Taper Tap
This tap has 8-10 thread chamfers before the full cutting diameter. Hence, manufacturers use it as a starter tap for blind holes in hard materials. A taper tap offers a more delicate and gradual cutting motion. It is not ideal as the only tap for a project because it cannot thread to the bottom.

-Plug Tap
The use of a plug tap just after the taper tap is not uncommon. Plug taps give the desired depth and form to already drilled holes. It has 3-5 threads that taper from the tip. Hence, it gives a more forceful cutting action than the taper tap.

-Bottoming Tap
Manufacturers use bottoming tap as the last tap for a project. This is because it has 1-2 thread chamfers and does not align with the hole when used to begin a threading process. Also, as bottoming tap cuts, it cleans the already-cut threads.

Master Tap
The master tap is like the taper tap. The difference lies in the number of flutes. The master tap has 7-10 flutes with more cutting faces. Master taps are applicable in cutting clean threads in hard and strong materials.

Gas Tap
Gas tap deeply cuts gas-type threads for merging hydraulic fittings and pipes. It has 1-2 thread chamfers that work perfectly with both cylindrical and conical-shaped holes.

Machine Tap
In contrast to the tap types described above, machine tap is fully automated. It makes use of a tap drill machine, so lessens the occurrence of damage to the workpiece and the tap. Furthermore, this machine simplifies the threading process as the operation requires less human labor to complete a project.

Machine Screw Tap
This tap type is not fully automated. It is used with either a manual tap handle or a tap drill machine. Machine screw taps have 2-4 threads that taper from the tip. For this reason, they can thread deep holes manually in many material types. Manufacturers use machine screw taps for repairs, routine maintenance, and rethreading where accuracy and tight tolerance are not essential.

Extension Tap
This tap type is like the hand taps. However, extension taps have a long shank above the body. Hence, it can reach holes that are considered inaccessible like the hub of a pulley.
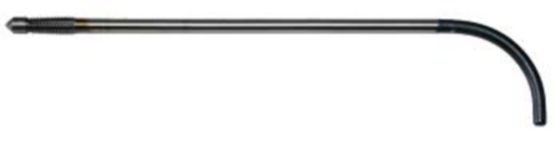
Bend Shank Tap
Its distinct feature is a bent handle that extends from the tang. This allows for continuous tapping without stopping the drilling machine at intervals.

Stay Bolt Tap
This tap is 15-20 inches in length and is used in the locomotive-broiler application. The stay bolt taps threads holes that match the diameter of the stay bolt nut.

Spiral Fluted Tap
Compared to conventional straight flutes, the flute in this tap is spiral-shaped. This feature aids in the easy removal of chips from the tapped hole. A spiral-fluted tap is perfect for soft metals and metals that produce short chips.

Fluteless Tap
As the name implies, this taps type has threads throughout the body without flutes. Fluteless tap uses the pressure deformation technique to cut threads into holes without chip removal. This allows for faster-cutting speed and high-quality threads. However, it is only compatible with soft metals.
Tapping threads in a hole is a careful and stepwise process. Follow these steps to make high-quality threads.
Clamping Process
Before drilling and tapping threads, it is important to hold the workpiece in place using a vice or other workholding tools. This is because proper clamping eases the drilling process. Any slight movement during drilling can result in flawed final parts. To do this:
- Clean the workpiece.
- Place the workpiece in the middle of the vice jaw. For larger workpieces, clamp directly on the workbench.
Note: It is important to control the clamping force to avoid any form of damage.
Drilling Operation
To drill that perfect hole:
- Draw a circular mark using a pencil indicating the area to be drilled.
- Apply a lubricant to the drilling tool. Using consistent speed and pressure, drill a cylindrical hole using the most appropriate type of drill bits.
- Straighten the hole using a drill and a motor.
The bolt used will determine the size of the hole. Ideally, the diameter of the hole should be smaller. This is because the threading process further expands the hole. However, there is a standard chart(in the below section) that matches the size of the bolt to the diameter of the hole.
Note: One ought to be careful when drilling blind holes. The drilled hole should be a little deeper than the length of the bolt.
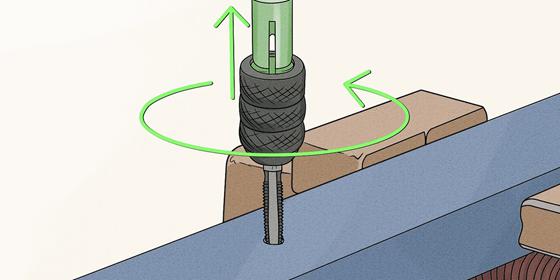
Tapping Operation
The process of tapping holes is straightforward. To do this:
- Depending on the tap type, attach the tap to a tap handle or tap drill machine.
- Apply lubricant directly into the hole and the tip of the tap.
- Align the tap with the hole till you encounter resistance. As standard, for every 360-degree clockwise turn, make a 180-degree anticlockwise rotation. This helps to break up the chips and make room for the tap’s cutting teeth to continue cutting.
There are many types of taps in the market. Choosing the right tap for a project determines the outcome of the threading process. Consider the following when selecting a thread tap.

Type of Workpiece
Engineering materials have different levels of hardness. Hence, the tap type manufacturers use varies depending on how hard or soft the material is. Some taps have special features that make them more suitable for some materials. For instance, fluteless taps are ideal for soft metals while machine taps work better with harder materials because it is fully automated.
Tap Material
In general, taps are made of high-speed steel or carbide steel. The material one is working with determines which one to go for. Manufacturers use taps made from high-speed steel for soft metals like copper, lead, magnesium, aluminum, and related alloys. high-speed steel taps provide more controlled and slower cutting action.
On the other hand, carbide steel taps are strong and cut threads faster in very hard materials like cast iron, titanium, brass, stainless steel, nickel, and other hard alloys. This is because they can withstand the friction and heat generated when tapping threads.
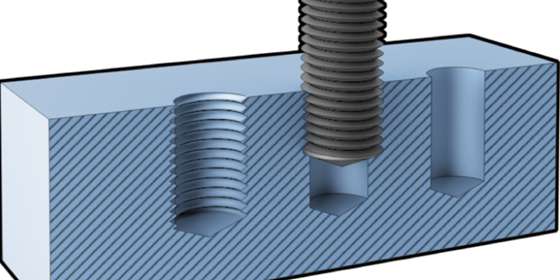
Type of Holes
The depth of the drilled hole determines the tap one would use. Different tap types have a varying number of thread chamfers. The thread chamfers serve as a support system to guide the tap as it threads. Only the full threads produce the cutting effect. Considering this, taps having 1-3 thread chamfers make deeper holes. This is especially important for blind holes.
Cutting Speed
Some tap types are specially created for use in high-speed production. If speed is a determining factor, spiral pointed taps, fluteless taps, or taps that are automatically operated may be ideal. For spiral-fluted taps, the spiral or helical-shaped flute pulls the chips away from the tapping direction. This reduces the time spent to remove the chip build-up. This advantage applies to fluteless taps that produce no chips.
Different types of taps come in different sizes. The size of the drilled hole determines the size of the tap. If the size of the drilling tool is greater than the thread taps, the final threaded holes will be larger than the fastener. On the other hand, a smaller drill diameter will create holes too small for the tap tool. This can damage the thread tap and the workpiece.
To prevent this, one can use the boring machining process to expand the drilled hole as needed. The standard formula for calculating the size of the drill is:
size of the drill= 7/8(size of the tap) – 1/32
The Chart to Determine Thread Tap Size
| Tap size | Major Diameter (mm) | mm per thread | Drill Size (mm) |
| M1.6 × 0.35 | 1.6mm | 0.35 | 1.25mm |
| M2 × 0.4 | 2mm | 0.4 | 1.6mm |
| M2.5 × 0.45 | 2.5mm | 0.45 | 2.05mm |
| M3 × 0.5 | 3mm | 0.5 | 2.5mm |
| M3.5 × 0.6 | 3.5mm | 0.6 | 2.9mm |
| M4 × 0.7 | 4mm | 0.7 | 3.3mm |
| M5 × 0.8 | 5mm | 0.8 | 4.2mm |
| M6 × 1 | 6mm | 1 | 5mm |
| M8 × 1.25 | 8mm | 1.25 | 6.8mm |
| M8 × 1 | 8mm | 1 | 7mm |
| M10 × 1.5 | 10mm | 1.5 | 8.5mm |
| M10 × 1.25 | 10mm | 1.25 | 8.8mm |
| M12 × 1.75 | 12mm | 1.75 | 10.2mm |
| M12 × 1.25 | 12mm | 1.25 | 10.8mm |
| M14 × 2 | 14mm | 2 | 12mm |
| M14 × 1.5 | 14mm | 1.5 | 12.5mm |
| M16 × 2 | 16mm | 2 | 14mm |
| M16 × 1.5 | 16mm | 1.5 | 14.5mm |
| M18 × 2.5 | 18mm | 2.5 | 15.5mm |
| M18 × 1.5 | 18mm | 1.5 | 16.5mm |
| M20 × 2.5 | 20mm | 2.5 | 17.5mm |
| M20 × 1.5 | 20mm | 1.5 | 18.5mm |
| M22 × 2.5 | 22mm | 2.5 | 19.5mm |
| M22 × 1.5 | 22mm | 1.5 | 20.5mm |
| M24 × 3 | 24mm | 3 | 21mm |
| M24 × 2 | 24mm | 2 | 22mm |
| M27 × 3 | 27mm | 3 | 24mm |
| M27 × 2 | 27mm | 2 | 25mm |


