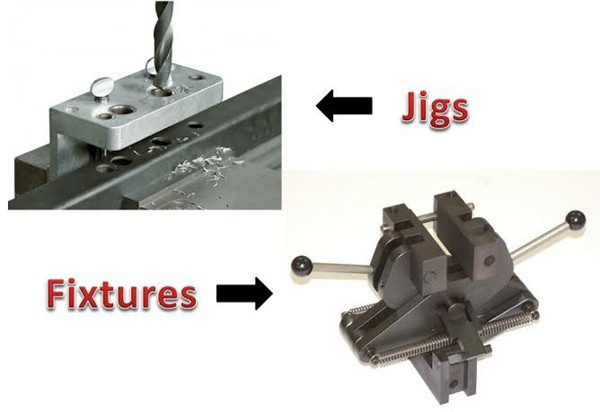
Types of Jigs
Below are the types of jigs.
1. Template jig
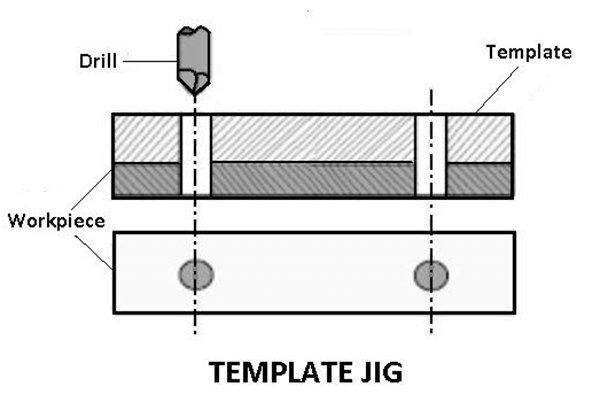
The simplest model is the template jig. The plate, which has two holes, serves as a template for the part to be machined and is attached to it. The template’s holes are used as a guide for the drill, and the holes on the workpiece are drilled at the same relative positions as the ones on the template.
2. Plate jig
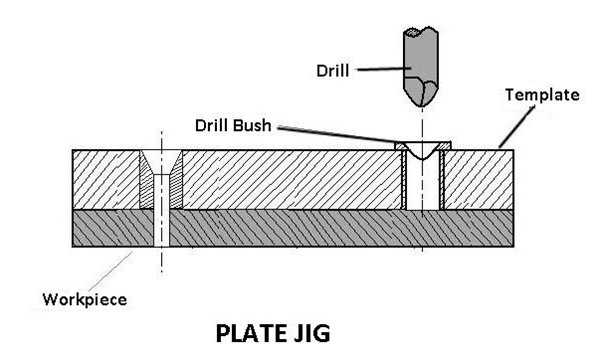
Angle plate jig is used to improve the template jig, drill holes are added to the template’s surface. With the plate jig, precise hole spacing may be maintained when drilling massive components.
3. Channel jig
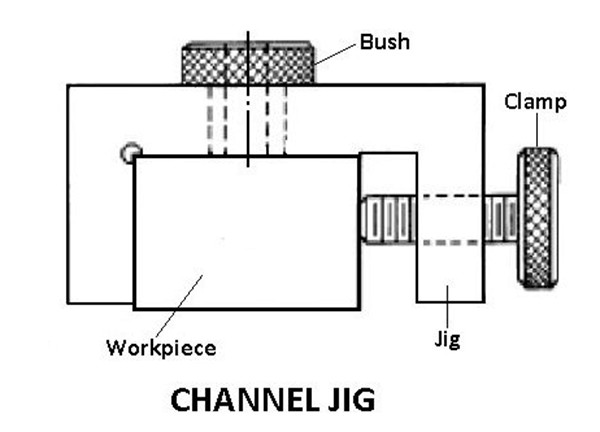
A channel jig has a cross-section that resembles a channel. Rotating the knurled knob locates and clamps the component inside the channel. The drill bush serves as a guide for the instrument.
4. Diameter jig
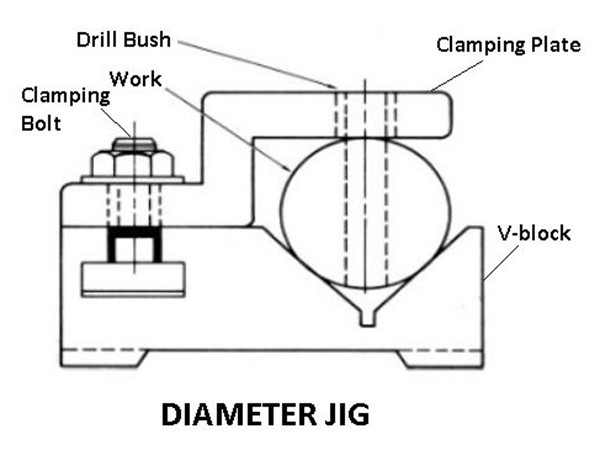
Drilling radial holes on a cylindrical or spherical workpiece can be done with a diameter jig.
5. Leaf jig
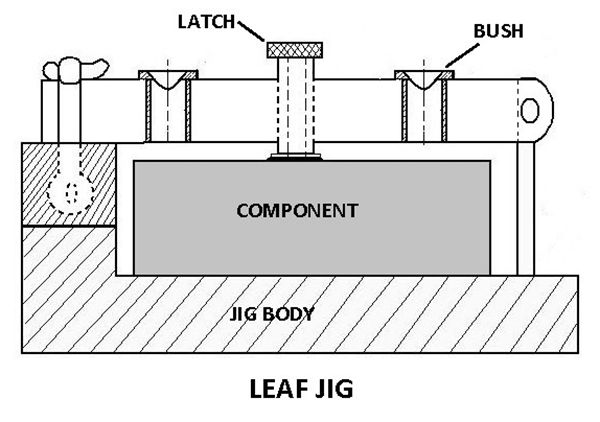
Loading and unloading can be accomplished with the use of a leaf on the jig.
6. Ring jig
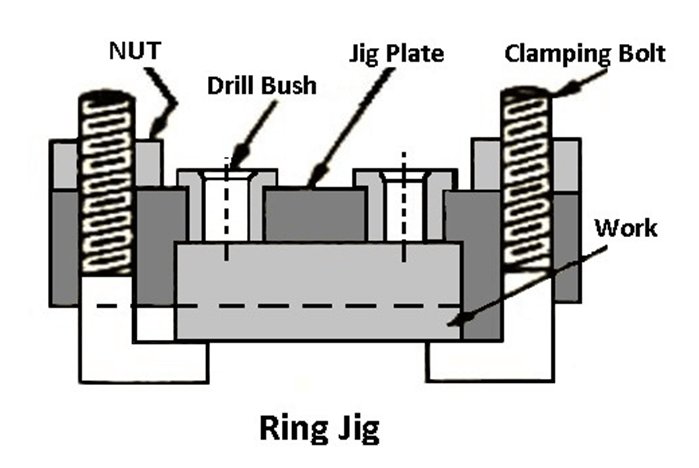
To drill holes in circular flanged items, a ring jig is used Holes are drilled by guiding the tool through drill bushes while the work is securely attached to the drill body.
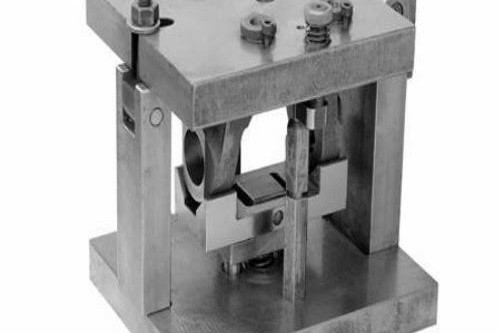
7. Box jig
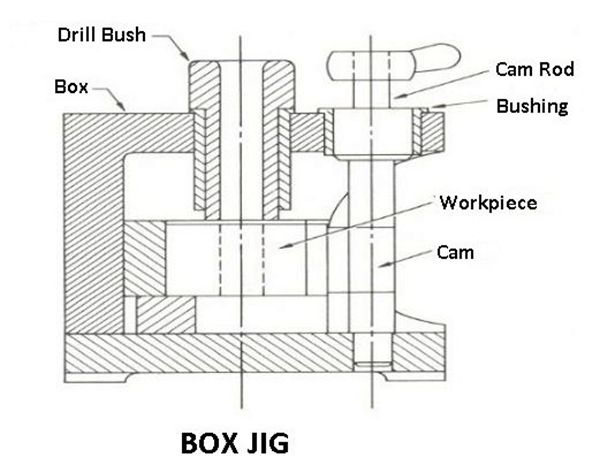
This type of jig has a box-like design within which the item is held tightly so that it can be drilled or machined from a variety of angles at the same time.
Types of fixtures
1. Turning fixture
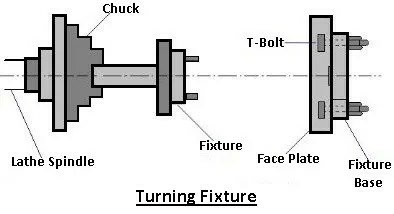
Lathes have a typical job holding devices like chucks and collectors, between the center and on mandrels or faceplates, making it easy to hold the regular workpieces. However, holding oddly shaped components can be a challenge.
In a four-jaw chuck or employing shaped soft jaws, simple odd-shaped projects can also be retained in chucks. In contrast, workpieces with complex shapes must be kept in place with the aid of turning fixtures. Workpieces are secured in place by these fixtures, which are typically fixed on the spindle’s nose or a faceplate.
2. Milling fixture
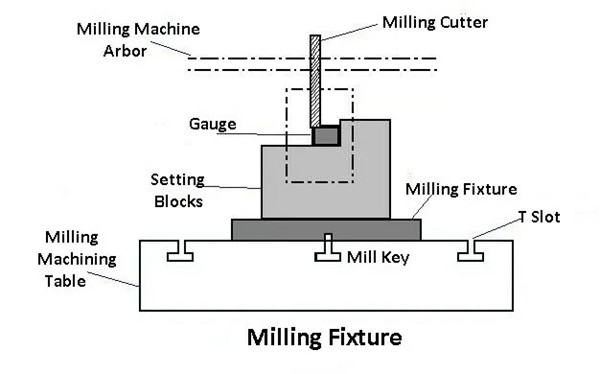
Workpieces are held in place by milling fixtures, which are commonly fixed on the spindle’s nose or a faceplate. The table is shifted and positioned in relation to the cutter in order to achieve the desired results. Before beginning the process, the workpieces are placed in the fixture’s base and clamped.
3. Broaching fixture
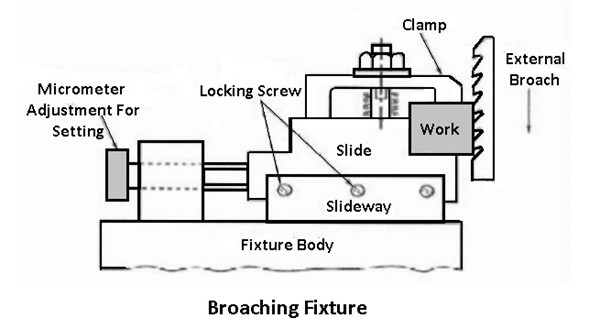
To locate, hold, and support workpieces during operations like keyway broaching and hole broaching, these fixtures are utilized on a variety of different types of broaching machines Broaching internal pull-type holes with a clamping plate as a fixture.
4. Grinding fixture
Grinding machines employ a variety of fixtures to locate, hold, and support workpieces while they are being ground. Work-holding devices such as chucks, mandrels, and the like can be used in conjunction with these fixtures.
5. Boring fixture
The construction of this fixture does not need to be as robust as milling fixtures because it will never be subjected to the same heavy cutting loads that milling fixtures are exposed to.
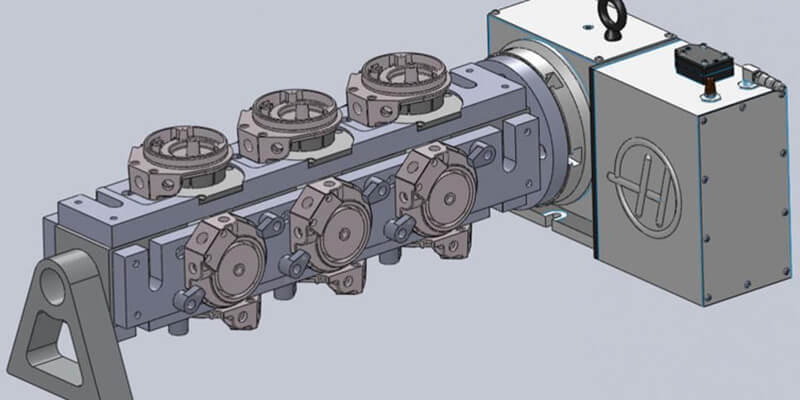
6. Indexing fixture
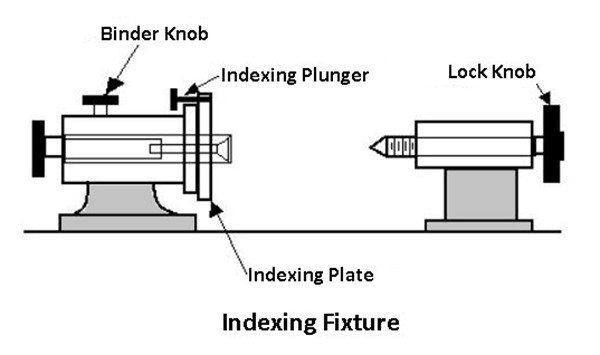
Several components must be machined on various surfaces in order for their machined surfaces or shapes to be uniformly spaced. In order to manufacture as many surfaces as possible, these elements must be indexed a corresponding number of times. A suitable indexing mechanism is built within the holding devices (jigs or fixtures). An indexing fixture is a fixture that includes a device that can be used to index data.
7. Tapping fixture
For cutting internal threads in drilled holes, tapping fixtures are designed to hold and stabilize identical work components. Unevenly shaped and imbalanced parts will always necessitate the employment of specific fixtures, especially when mass-produced tapping is required.
8. Duplex fixture
A fixture holding two identical components at the same time and allowing them to be machined simultaneously at two different stations is known as the duplex fixture.
9. Welding fixture
Fixtures for welding are meant to keep welded structures from distorting throughout the process since they hold and support the various components. Clamping must be light but firm, and clamping parts must be placed far enough away from the welding area for this to work. To survive the forces of welding, the fixture must be extremely solid and rigid.
10. Assembly fixture
The purpose of these fittings is to hold the various parts of the assembly in their correct relative positions.