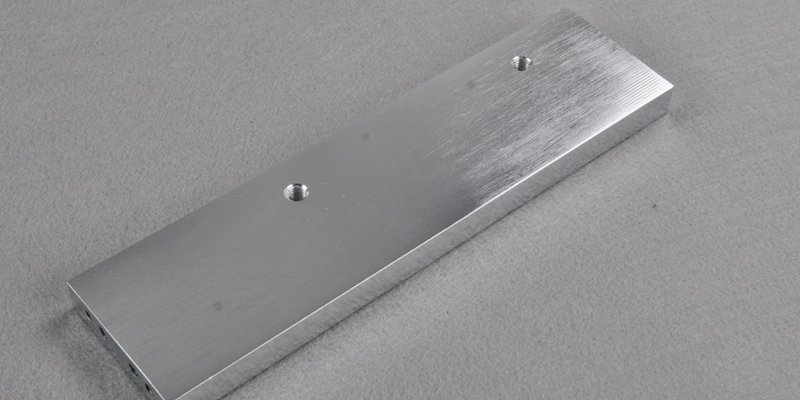

After the hardening procedure, the steel part will have a black and uneven oxidation layer, which many people find it displeasing but acceptable. However, we have come across a client who cares a lot about the aesthetics of a hardened steel part.


As you could tell from the parts in the above photos, one is a part we machined out of stainless steel. The part hasn’t gone through any treatment such as hardening, and the part looks shiny and steel-like with some CNC tool-marks visible on the surface. The part below is also a part made out of stainless steel. The only difference is that the lower part has been hardened (to 55HRC). The black oxidation layer on the part surface is unevenly distributed: it looks like black stains were smudged on the surface. Stainless steel has become stained of the steel.
Polishing Processes
The most obvious answer would be polishing off the oxidation layer. However, polishing is a rather expensive cost when it comes to steel, even if it’s just to make one prototype. As it might be known to many that metal parts are very hard to polish. Additionally, polishing couldn’t reach in and polish some areas such as small dented areas and grooved areas.
Harden the parts in a vacuum
To harden the steel part in a vacuum environment might be an ideal way to avoid black oxidation. Since for oxidation to happen, it has to have Oxygen. When there is no Oxygen, there will be no oxidation.

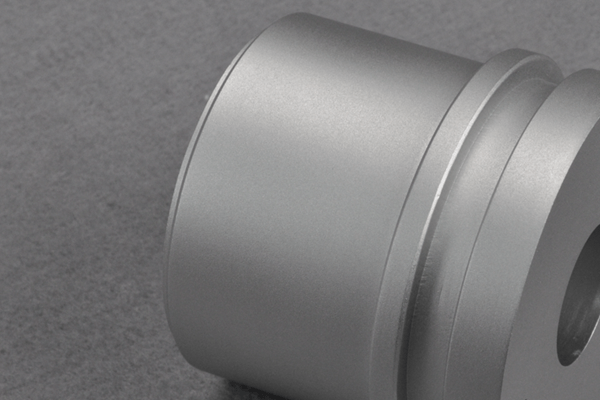
The steel part in the above part has been hardened in a vacuum state. No finishes or treatment has been done after the hardening procedure. The part has a natural finish. The only flaw of this hardening procedure might be its high cost. If you just want to make one prototype, it’s probably very hard to find a supplier that could achieve that.
Bead-blasting
If you still want a more consistent finish than what the photo shows, we would like to recommend a fine bead blast (The beads are glass beads). Bead-blasting is very commonly –used and very cheap. You could find bead-blasted parts everywhere: keyboards, the back of your cell phone, brackets…
Hardening first, machining second
Perhaps the most suitable way to get rid of the black oxidation is to first harden the material using the traditional hardening method, then to use CNC machines to machine off the oxidation during the process of machining the part, instead of CNC machining the part first, then hardening the machined part using a conventional process. (CNC machining is a subtraction machining process, which means it is a process to make the desired part by machining off the unwanted material of block material.)
There won’t be any additional cost for the procedure and the oxidation layers won’t exist even in the grooved area or very small dented area.
The limitation of this process would be the hardness of the hardened part. This process won’t work if the steel material has been hardened to something like HRC60, which is too hard and the CNC end-mill probably couldn’t cut the hardened steel without breaking. Steel materials that are not hardened are hard to machine, let alone hardened.


