
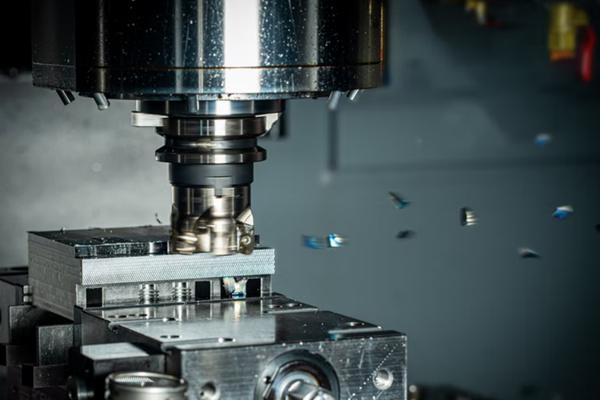
Face milling is a machining technique used for flattening and smoothing the surface of workpieces. Machinists use two types of machines for this process which could be either a machining center or a milling machine. The major difference between this process and traditional milling techniques is that the milling machine or machining center is perpendicular to the workpiece. This means the top of the machine mills the workpiece instead of the side used in other milling techniques.
The face milling process could either be manual or automatic. The difference between both is just the feed rate. For the manual face milling, the machinist would have to stop the machine repeatedly to move the workpiece across the table while the feed rate for the automatic type is more constant. This makes the automatic type less prone to mistakes or wrong cuts.
The process uses various face mill cutting tools, including end mills, shell mills, and fly cutters. The machine rotates the tool counterclockwise and moves the workpiece across its teeth.
Now that we’ve given an introductory paragraph about face milling, let’s review how the process works.
The success of any face milling process depends on the tool used. Before we move into the tips to help select the right cutting tool, we need to know the different tools used for face milling. Three major machine tools are used for face milling: shell mills, end mills, and fly cutters.

1. Shell Mills
Shell mills are the go-to tool choice for face milling. Having multiple teeth coupled with inserts on its edges, a shell mill is perfect for creating consistent surface finishes. This is because its design controls how much material it can remove at a time. It is also suitable for working on a variety of materials. However, its inserts might require constant change depending on the hardness of the material.

2. End Mills
End mills have a cutting edge that makes them suitable for making intricate finishes on a workpiece. However, when it comes to removing large chunks of material from a workpiece, it is not a good choice. Also, the tool isn’t very strong, so it is limited in the material options it can work on.

3. Fly Cutters
Unlike end mills and shell mills, fly cutters have only one cutting edge and an insert. However, they’re advantageous for producing fine finishes without consuming much power. In exchange for power, they operate at much lower speeds. So, if you want to achieve finer finishes with lower power consumption, the fly cutter is an available choice.
Now that we’ve explained the various types of face mills, we can now explain how to pick the best tools for different types of face milling operations.
1. When cutting hard materials, the best face milling cutter to work with is the shell mill. Its multiple cutting edges allow it to remove a larger piece of material at a time.
2. The fly cutter is the best face mill cutting tool for softer materials.
3. When creating aesthetic designs using face milling, the best face mill cutting tool is the end mill. The cutter has multiple teeth on its shank, which are suitable for creating various designs.
4. Another factor to consider when picking tools is the angle at which the tool enters the workpiece. Most tools enter at either 45° or 90°. However, some also belong within the 10 – 65° range.
5. When doing face machining, you must ensure that the spindle matches the machine’s speed. Otherwise, this would cause the face mills to wear out easily.

6. Using the CNC mode of face machining rather than manual is better. This is because, with manual face milling, you would constantly exit and renter the cutting path, which would stress the cutting edge on the workpiece.
7. Finally, you shouldn’t face mill over holes or slots on the workpiece as this would cause exiting and reentering of the workpiece.
There are different types of face milling operations that machinists regularly use. This section will explain these various procedures and the best optimization tips for each of them.

1. General Face Milling
This process is just the general face milling procedure which doesn’t have any special considerations. The angle of entering is very important in general face milling procedures, and face milling cutting tools with a 45° entering angle are the best types to use.
Some other tips for optimizing the general face milling procedures include:
- The cutter should have a larger diameter than the workpiece (at least 20% and a maximum of 50%).
- The entry point into the workpiece should be off the center to ensure the exit chip is as thin as possible.
- Do not forget the spindle size and horsepower of the machine.
2. Heavy Duty Face Milling
This type of face machining involves huge materials and large machining centers. In this type of face machining, machinists need to remove large amounts of material, requiring a huge amount of horsepower.
For this procedure, face milling cutting tools with a 60° entering angle are the best choice. They have high feed rates, which increases their productivity and allows them to cut more material.
Other tips for optimizing heavy-duty face milling procedures include:
- This procedure generates huge amounts of temperature. If you need to change inserts midway, put on gloves.
- The procedure generates a lot of chips. These chips could clutter the working space and reenter the cutting path on the workpiece. Constant recutting of the chips could lead to the wearing of the inserts. Hence, make sure to declutter the workspace.
3. High Feed Milling
High feed milling involves procedures requiring high cutting speeds and feed rates. They usually involve cutting speeds of over 1000m/min. Face milling cutters with a high feed rate and a low entering angle are the best choice for this procedure. For this procedure, the only major thing of note is the degree of entering. An angle around 10° is preferred because of the high feed rate it allows.
4. Finishing with Wiper Inserts
Using wiper inserts alongside a standard insert, you can also use face milling for aesthetic surface finish designs. Wiper inserts are majorly just for surface finishing. They usually have different lengths and are made in left and right-hand versions. For this procedure, the necessity of a wiper insert depends on the type of standard insert used. The higher the feed per revolution generated by the standard insert, the bigger the need for wiper inserts.
Face milling and peripheral milling are the primary types of milling. Both procedures rely on the same basic principle. They use a rotating cutting tool to remove material from the surface of a workpiece. However, the way they both do it is different. So, how does this differentiate between both of them? The points below do justice to their differences:
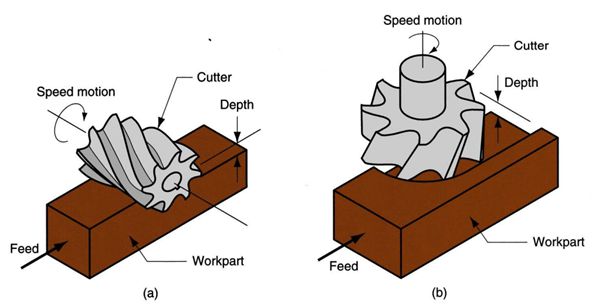
In face milling, the machinist places the lathe/machining center perpendicularly to the workpiece. In peripheral machining, the machinist places the milling cutter in a parallel position to the workpiece.
In face milling, only the top of the cutting tool does the milling action. However, in peripheral milling, the sides of the workpiece are involved too.
Face milling can be done on machines with horizontal and vertical spindles while peripheral milling is limited to only machines with horizontal spindles.
Face milling is applicable for surface machining and removing small amounts of material from a workpiece. On the other hand, peripheral machining is applicable for removing large amounts of material from the workpiece.
For face milling, the cutting tools usually have their cutting edges on both their sides and face. However, for peripheral milling, it is usually only on the sides.
This section will highlight some tips that cut across all types of face milling processes. They include:

1. Tooling is Vital
When carrying out face milling, ensure that the tool suits the process. The right tools will give the best productivity levels and make the work smoother.
2. Have a Specific Setup for Face Milling
You shouldn’t use the same setup used for other machining procedures for face milling. Have dedicated setups for different types of machining procedures. This helps increase the accuracy of the various machining procedure.
3. Make Sure Your Milling Parameters are Right
There are various technical parameters involved in the face milling procedure. A few examples include the depth of cut, feed per tooth, feed per revolution, etc. Make sure each of these parameters is correct before starting the procedure. This will ensure you don’t waste materials unnecessarily.
4. Make Sure Your Cutting Tools are Sharp
Using dull cutting tools will only slow the face machining process. Also, dull tools will easily break as they’ll be ineffective against harder materials. So, it is vital to ensure all tools are sharp and ready for use.


