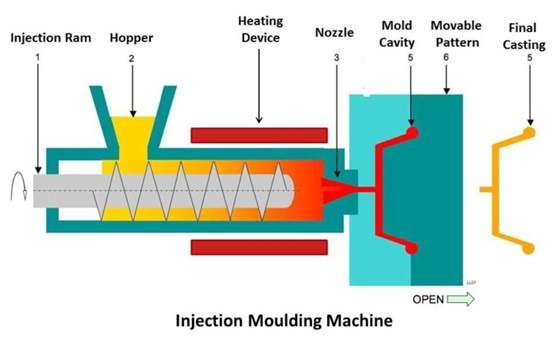
The injection molding setup consists of the molding machine, the mold, and the plastic material. For simplicity, plastic injection molding is in stages. Below is a stepwise explanation of how it works.
1. Melting Stage
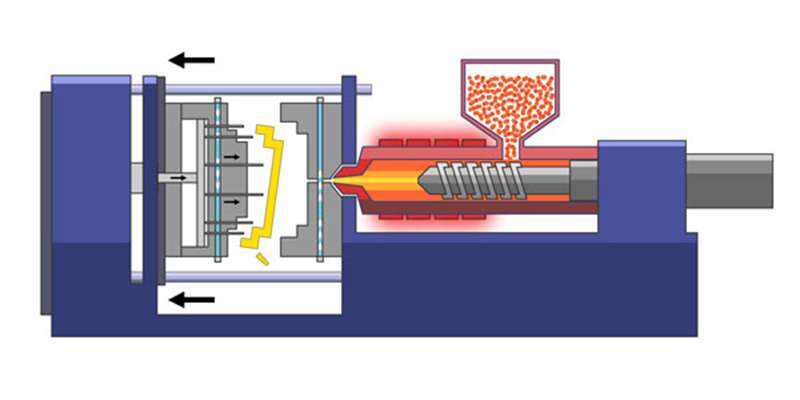
- The first step is to melt the plastic pellets;
- Then, place the pellets into the machine’s hopper;
- This goes to the barrel, where the rotating screw liquefies the plastic using heat and friction.
2. Injecting Stage
This is the most important step; any mistake may affect the final part’s quality. Here, inject the molten plastic into a mold under high pressure and at a uniform speed.
3. Cooling Stage
Once in the mold, the plastic resin sets and cools. Because plastics are generally poor conductors of heat, this cooling phase may be time-consuming.
4. Ejection Stage
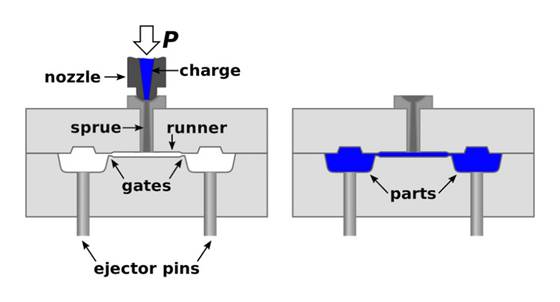
After sufficient cooling, open the mold and remove the plastic part using the mold’s built-in ejector pins. At this stage, close the mold and repeat the process to make other identical parts if need be.
5. Post-treatment
This final step involves twisting or cutting any physical defects and applying various surface finish options to make the part glossier as needed.
The following are some of the injection molding technologies and how to go about them.
1. Structural Foam Molding
Structural foam molding is an inexpensive technology used in low-volume plastic molding. This molding technology combines an inert gas (usually nitrogen) with the molten plastic inside the mold. This pushes the plastic further, increasing its strength and durability while reducing its weight.
Structural foam molding is extensively applicable in the automotive industry to make car parts.
2. Thin Wall Molding
Thin wall molding is ideal for parts with a thin and light wall (less than 2mm), making it suitable for molding parts with less material. Though the cycle time is short and their level of occurrence of defects is low, the machines are quite expensive. Additionally, plastics used must have good fluidity properties. One can find thin wall molded products in many food packaging.

3. Liquid Silicone Injection Molding
Liquid silicone injection molding does the complete opposite of traditional molding. In liquid silicone injection molding, you heat the mold cavity before forcing a cold silicone into it and vulcanizing after that.
So, this process allows for the mass production of pliable and strong parts. This molding technology is important in the medical industry because of its biocompatibility and ease of sterilization.
Though there are many plastics for injection molding. The following are the top picks and their unique characteristics.

1. Nylon (Polyamide, PA)
Nylon comes in different grades and can conveniently replace metals for vehicle parts. However, it may be tricky to mold nylons. This is because nylon shrinks fast, so the mold may not be filled properly.
2. Polyethylene (PE)
Polyethylene is the most common plastic used in manufacturing industries. Based on density, it comes in two forms (High-density polyethylene and low-density polyethylene).
High-density polyethylene is more suitable for injection molding because the heating and cooling process does not alter its physical and chemical characteristics.
3. Acrylonitrile Butadiene Styrene (ABS)
Of all injection molding materials, ABS is the most versatile. It has three isomers serving different functions. Its low melting point makes it suitable for processing by injection molding. However, ABS molded parts degrade in contact with UV and sun rays, limiting outdoor application.
4. Polyoxymethylene (POM, Acetal)
POM is a semi-crystalline polymer used to make large precision parts. Generally, this plastic has good moldability properties. Also, its excellent dimensional stability and high tensile strength of POM molded products make it suitable for the automotive and electronics industry.
5. Polypropylene (PP)
This is the second most used plastic in injection molding applications known for its lightweight and high melting point. Though easy to mold, polypropylene is highly flammable, and it is difficult to paint the molded part.
6. Polystyrene (PS)
Polystyrene is strong, rigid, and transparent that is resistant to degradation that comes with sterilization. As a result, it is highly applicable in the dental and optical industries.
7. Acrylic (PMMA)
Acrylic is transparent and lightweight, so it is a great alternative to glass. This plastic has low mold shrinkage but can self-ignite at extreme temperatures. Because of its resistance to UV rays and moisture, one can use it for anything from solar panels to spray paints.
8. Polycarbonate (PC)
Polycarbonate is an amorphous thermoplastic with good optical clarity. It has a low and uniform shrinkage when cooling. Also, polycarbonate retains its color after molding. It is applicable in making safety goggles and automotive parts. However, it does not apply to food packaging.
9. Thermoplastic Elastomer (TPE)
TPE is a mixture of rubber and plastic. So, it exhibits properties of both. This plastic material is expensive compared to others. Furthermore, TPE can withstand extreme temperatures associated with injection molding and does not require vulcanization. As a result, you can use TPE in medical supplies like masks and breathing tubes.
10. Thermoplastic Polyurethane (TPU)
Though a type of TPE, it is popular because of its various benefits. Thermoplastic polyurethane has better elasticity and can withstand extreme temperatures. However, it is more expensive.
Before molding a plastic part, it is important to know the pros and cons.
Advantages of Injection Molding
Complex Shapes and Geometries
Injection molding gives the freedom to make custom parts. With this manufacturing process, one can make parts with complex shapes and designs. Also, you can incorporate more features with the appropriate aluminum or steel mold design.
Product Consistency
In injection molding, you reuse the mold over and over before changing them. So, the next part is identical to the previous one. This increases the overall speed of production.
Compatibility
The physical and chemical properties of the material are not limiting factors. You can also mold colored material with different textures with ease.
Low Waste Generation
The plastic waste generated during injection molding is low. Another good thing is that you can recycle this little waste generated and use it to manufacture another product batch.
Low Cost Per Part
Although the setup investment is high, the cost to produce a single part is relatively low. Also, this process eliminates the need for some surface finish options. So, iIt produces high-quality parts while saving injection molding costs.

Disadvantages of Injection Molding
High Tooling Costs
Injection molding needs high capital investment, leading to a stringent, expensive, and time-consuming mold design and prototyping stage. There is a need to test and retest the mold before production runs begin. However, for large-scale production, the cost reduces.
Small Batch Production is Expensive
It is advisable to use injection molding in the mass production of parts. This is because you use the same mold for them. However, producing in small quantities means one needs to design molds for different parts. This increases cost and the time spent.
Many industries make molded parts because it is lighter and safer.

1. Automotive Industry
Injection-molded plastics have improved cars’ safety, cost, functionality, and performance. This is because plastics, a lighter alternative to metals, improve fuel efficiency.
Automotive part manufacturers use injection molding for functional parts with complex geometries like plastic fuel tanks, bumpers, and door panels.
2. Medical Industry
Some injection molded parts are biocompatible and have good optical clarity. Hence, manufacturers use them in the medical and optical fields. With plastics, medical practitioners can easily and quickly sterilize equipment.
Additionally, molded plastic parts are safer. Examples include sterile gloves, IV tubes, and urine bags. They all allow for one-time use because the cost of production is low.
3. Food Packaging Industry
Conventional food packaging materials are glass, metal, or paper. Plastics are slowly replacing them because they are cheaper, safer, and lighter. Furthermore, most molded plastics can withstand harsh chemicals and extreme hot and cold environmental conditions. This protects your food or beverage from odors, unwanted reactions, and moisture. Examples are water and soft drink bottles, pouches, sachets, and chip bags.
4. Aerospace Industry
For years, plastics have been used to make interior and exterior components in the aerospace industry. In addition to their lightweight benefits, there is little or no need for maintenance, so the aircraft stays longer in the air.
Polyetheretherketone(PEEK) is the most common plastic aerospace part manufacturer use because it has low flammability properties and can withstand UV and sun rays. Turbine blades and housings, chassis components, panels, enclosures, and containers are all injection molded products.
5. Electronics and Electrical Industry
Plastics are poor conductors of heat and electricity. So, manufacturers use them extensively when their insulating properties are needed. Also, they reduce the risk of burns and electric shock.
Injection molding plays a crucial role in manufacturing components used in electronics, evident in their use in household items, fuse boxes, telecommunication equipment, and many more.


