
The common types of reamers include the following:

1. Hand Reamer
Hand reamers are categorized as rose or fluted reamers, which have a tiny taper on the cutting end to ease the entry of the reamer. These reamers can be solid or extensible. However, its enlargement is restricted to a specific level. In addition, the hand reamer has irregularly placed blades around its body so as to minimize the possibility of chattering.

2. Floating Reamers
These reamers can correct erroneous alignment between the already drilled hole and the axis of the reaming tool. Floating reamers have two replaceable and modifiable cutting edges, which are held together in one slot of the reamer and permitted to float in the radial direction. These reamers are specifically suitable for rotary workpieces on turret lathes.
3. Shell Reamers
Shell reamers are used with shell reamer arbors, which gives the hole in the reamer the best fitting. These reamers are designed specially to free-cut material and well-finished reamed holes to the preferred size.
They are used in screw machines, drill presses, automatic screw machines, lathes, and more. Shell reamers are a cost-effective option for your large-hole reaming operations.

4. Carbide Reamers
Carbide reamers are ideal for machining regions with high abrasion resistance, giving the reamer a longer tool life while the hole gets an excellent finish. Solid carbide reamers produce a flawless hole around their axis instead of wasting time on the previously drilled hole.
There are some helpful tips and precautions to consider when performing reaming to have a successful operation. Here are some of them:

1. Reamer Feeds and Speeds
The feeds and speeds for reamer machining may vary significantly depending on the material that needs CNC reaming, the machine type, and the required finish and accuracy. Generally, most machine reaming is performed at approximately two-thirds of the feeds and speeds used for drilling holes in the same material.
The feeds involved in reaming metal are typically higher than those used for drilling, and it often runs 200% to 300% of drill feeds. Excessive reamer wear may occur as a result of too low feed. As a result, the feeds must be high enough to allow the reaming tool to cut at all times instead of rubbing or burnishing.
2. Alignment
The perfect alignment of the spindle, bushing, reamer, and hole to be reamed is crucial to the reaming operation. The helix angle should also be properly coordinated to be in line with the other parameters. Any variation has a high tendency to increase reamer wear and deflection in the accuracy of the hole.
Meanwhile, oversized, tapered, or bell-mouthed holes require you to check these parameters’ alignment. Sometimes errors due to misalignment can be minimized using adjustable holders.
3. Reamer Regrinding
One of the principles of cutting tools is to ensure that a tool doesn’t get too dull before it is replaced or sharpened. It would help to regrind the chamfer on a reamer before it gets worn or fails to cut.
However, the sharpening is limited to the chamfer or entering taper alone. You must be very careful to sharpen each flute evenly, or the tool is prone to cut oversize. It is not advisable to sharpen the chamfer using the hand as it is challenging to maintain even cutting edges.

4. Focus on Stock Allowance
The stock allowance for reamer machining includes .010″ on a ¼” hole, .015″ on a ½” hole, and up to .025″ on a 1½” hole. On the other hand, hand-reaming has a much smaller stock allowance, and it is due to the difficulty in pushing the reamer through huge stock. Hence, a standard allowance for a hand reamer is .001″ to .003″.
5. Avoid Chatter
The chatter in reaming operations harms the finish of the hole and the reamer working on it. The chatter may occur due to a lack of rigidity in the machine, excess clearance on the reamer, excessive overhang of the reamer, and too light a feed. To minimize or avoid chattering during a reaming operation, lower the cutting speed and increase the feed rate.
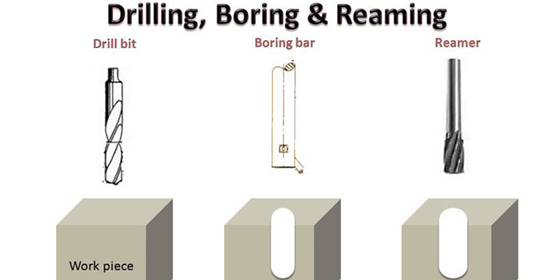
The reaming, boring, and drilling processes are different machining operations that either help create a new hole or modify an existing hole in a workpiece using various cutting tools. However, to understand the differences between reaming vs. boring and reaming vs. drilling, we will have to discuss these processes in isolation.
Reaming
As discussed earlier, CNC reaming is a cutting process that uses a rotary cutter to create or modify existing holes with smooth interior walls in a workpiece. However, reaming requires an existing hole prepared by the drilling process.
Usually, the rotary cutter used in reaming operations is known as a reamer, and it extracts significantly less material from a workpiece than the drill bits used in drilling operations.
The primary function of the reamer/reaming operation is to give the existing hole smooth walls. Manufacturers perform reaming operations using a drill press or milling machine. The size tolerance of reaming metal is approximately IT9⁓IT6, while the surface roughness value can get to Ra 3.2⁓0.2µm.

Boring
It is a cutting process that uses a single-point cutter or boring head to widen an existing hole in a workpiece. Boring operation differs entirely from drilling, which involves making a new or initial hole in a workpiece.
Using a milling machine, lathe, or a horizontal boring mill, you can bore a hole. Although drilling creates an initial hole in a workpiece, boring operation helps to enlarge the holes created. The tool size does not limit the boring hole diameter. The boring machining process has a substantial error-correction ability and high positioning accuracy.
Multiple cutting can correct deviation errors of the original hole axis, and the boring process can create different holes with different sizes and accuracy. The boring precision is IT9⁓IT7, while surface roughness ranges from Ra 3.2⁓0.8µm.

Drilling
CNC drilling is a typical process that creates circular-shaped holes in workpieces using a drill bit. A machinist must press the drill bit against the workpiece to drill a hole. The drill bit drills its way into the workpiece creating a circular-shaped hole when the drill is activated.
Drilling creates the conditions for forming a threaded hole. It allows a standard hole to be drilled in harder materials such as metal, in preparation for subsequent hole processing. Therefore, drilling accuracy is lower than boring and reaming, only IT13⁓IT11, while it has a high surface roughness of Ra 50⁓12.5µm.
In conclusion, the main difference between these three processes is clear enough. Reaming creates a fine interior wall within existing holes, boring increases its diameter, while drilling creates the hole in the workpiece.
Reaming and boring are ideal finishing techniques that help to create holes with accurate diameters and tighter tolerance. Nevertheless, there are certain factors that may necessitate choosing to ream over boring. Here are some of them:
1. Reaming Saves Time
A reamer has a multipoint cutting tool with up to 10 teeth depending on its size. It reduces cycle time, and its multiple teeth offer you much faster feed rates, thereby increasing productivity compared to machining with a single tooth. As a result, CNC reaming is a better option than boring when time is a primary factor.

2. Straightforward Process
Reaming is your best option for a straightforward hole machining process. It is pretty easy to set the reamer for high-performance reaming operations. The reaming tool does not need continuous diameter adjustment as the tool has a correct preset diameter. The reaming process is more stable and secure than the single-point boring, which requires constant adjusting.
3. Improved Quality
Reaming offers better quality than boring because of its multiple cutting edges. Using a reamer, you can achieve the tightest tolerances with higher speeds and feed rates. The multiple cutting tools of the reamer not only save time but also create superior-quality parts.


