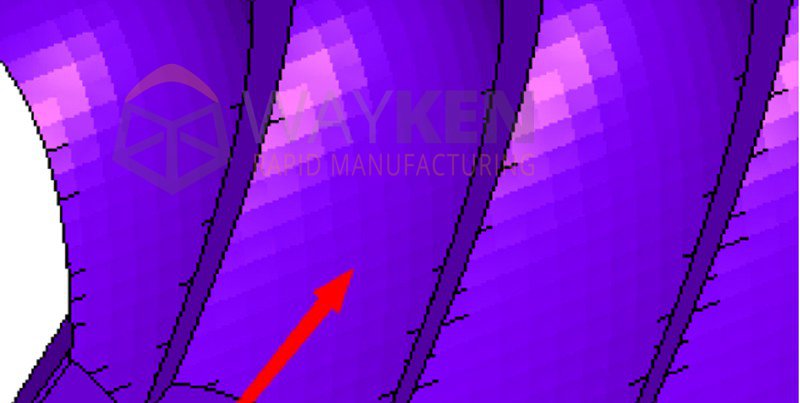
After carefully analyzing the CAD files sent by the customer, The first thing WayKen attention to is the optical surface in the design, which is the most important part of the design because it assumes the role of optical performance testing. The entire optical surface consists of many small optical surfaces, which are derived from the calculation of the corresponding surface equations. Meanwhile, these small optical surfaces are able to discretize the light source to achieve optical effects. So this was the key to the whole project.
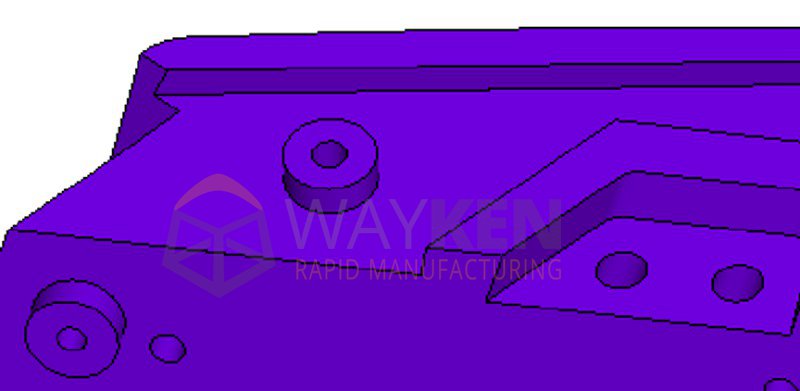
Another attracts our attention is the holes on the back side of the design. The reflector will be placed in the proper position of the headlight through these holes, for testing the reflection angle. As a result, during the machining process, we need to pay attention to the holes’ dimensions and the distance between them. Therefore, in addition to checking the tolerances, we need to carry out a trial assembly on the final parts.
After checking the challenges and details of the project, WayKen is ready to produce this aluminum reflector. Here we will carry out the machining process in terms of material selection, machining solutions, post-processing, and test-fitting.

1. Determine the Final Material
There are a number of aluminum alloys commonly used in the prototyping of automotive lighting parts, such as Aluminium 2024, 5052, 6061, and 7075.
For the reflector in this project, which requires a mirror gloss surface, we advise choosing aerospace aluminum 7075 as the machining material, mainly based on these two considerations:
- (1) Machining micro-fine patterns with aluminum 7075, with less dimensional deformation;
- (2) Aluminum 7075 is more suitable for polishing and can achieve a mirror finish.
2. High Precision Machining Process
In this project, we use a 5-axis high-speed machine to process the reflector components. The high precision of the 5-axis machining process is better suited for micro-milling of optical micro-features. In order to achieve the best surface quality, the optical surfaces are machined by a multi-stage process of rough machining – medium rough machining – finish machining – and fine machining.
In addition, this process uses a ball-end cutter with a diameter of less than 5mm, and the final finish is done with a tool with a minimum radius of 0.15mm. Finally, the optical surface of the reflector part is milled to a radius close to the CAD model, while the entire process takes tens and hundreds of hours.

3. Fine Surface Finishing
As the customer will vacuum-metalize the reflector parts, WayKen was required to mirror polish the parts to a final surface roughness of Ra0.025-0.05um. Due to the complexity of the free-form structure of the part, it can only be polished by hand without loss of optical detail. So our manual polishing experts must complete the polishing process without touching the fine tooth structure.
After machining and polishing, we performed two 3D scans and roughness measurements on the optical surface. The result showed the surface roughness after CNC machining is completed is Ra0.2um and after hand polishing will be within Ra0.05um. The surface accuracy tolerance of all process scans is controlled within 0.05mm, which meets the customer’s requirements.

4. Ensure Trial Assembly
Since the reflector was disassembled and processed, and the best fit between the optical surface and the PCB mounting surface had to be evaluated, we performed a trial assembly for the customer to better meet the usage requirements before delivery.



