Designing Remotely Operated Vehicles and subsea tools demands careful consideration of several factors, including corrosion protection, material selection, and surface finish.
1. Corrosion Protection in the Production of Underwater Aluminum Housings
Underwater ROV housings are among the most crucial components of an ROV, protecting critical electronics and internal mechanisms. Corrosion protection is especially essential in fabricating underwater housings, where materials such as aluminum are predominant.
To ensure the longevity and functionality of the components, including frames, tooling, and accessories, a dual-pronged approach to corrosion protection is typically employed: coating protection and cathodic protection, with a specific focus on aluminum cathodic protection for underwater ROV parts.
Coating Protection for Corrosion
The susceptibility of underwater ROV parts to corrosion in marine environments necessitates a robust defense strategy. Coating protection, guided by standards like NORSOK M-501, System 7, provides an initial barrier. This method is extensively utilized in subsea structures such as ROV housing, parts, and manifolds. These coatings are meticulously applied to protect against corrosive marine elements.
Cathodic Protection
Coating alone is insufficient for the comprehensive protection of underwater housings. This inadequacy brings into play the critical role of cathodic protection, particularly aluminum cathodic protection. Aluminum is an effective sacrificial anode with a potential of around -1.05. When deployed in a galvanic cathodic protection setup, aluminum anodes protect higher potential materials, a principle crucial in customizing ROV components.
How Does Cathodic Protection Work?
The mechanics of aluminum cathodic protection in underwater environments involve transforming active anode sites on metal surfaces into passive or cathodic sites. This is achieved by supplying free electrons from a more active source – the sacrificial anodes, typically made of highly active metals compared to steel. In this sacrificial system, the aluminum anodes corrode in place of the protected structure, thereby significantly extending the lifespan of the ROV housing and parts.
Understanding the electrochemical processes underpinning this protection is essential for ROV prototype design and developing a custom ROV. The interaction between the two dissimilar metals, in the presence of an electrolyte (salt water), initiates a flow of current from the more active (anodic) to the less active (cathodic) sites. Using aluminum anodes in this galvanic couple is a strategic choice, given their high activity level relative to steel.
This approach ensures the ROV’s structural integrity and operational efficacy, enabling it to perform complex tasks in challenging subsea environments.
2. Enhancing the Performance of ROV Subsea Tools with Engineering Plastics
In the field of Remotely Operated Vehicle (ROV) design, the utilization of engineering plastics, particularly Polyoxymethylene (POM), is critical for enhancing the performance of underwater ROV tools. These materials, recognized for their lightweight, corrosion resistance, and durability, have become indispensable in constructing ROV frames, thruster nozzles, camera lens domes, and various structural parts.
POM, known for its robustness and long wear life, is especially advantageous in marine applications. Its low friction properties eliminate the need for external lubrication, reducing maintenance requirements for ROV equipment. Its compatibility with various subsea tools and its resistance to environmental stressors make it a preferred choice for ROV design. The inherent characteristics of POM, including toughness, impact resistance, and ability to tolerate vibration and abrasion, align perfectly with the demands of subsea ROV operations.

Engineering plastics like POM, PC, ABS, and PP also offer design flexibility. They enable the creation of ROV parts with varied colors and surface textures, providing both aesthetic and functional benefits. Moreover, plastics’ electrical insulating properties protect sensitive electronic components within the ROV, ensuring uninterrupted functionality during underwater missions.
In marine environment sustainability, engineering thermoplastics present a significant advantage. Many of these materials are recyclable, aligning with the increasing focus on environmental stewardship in the design and deployment of subsea equipment. The adoption of recyclable materials in ROV manufacturing reduces environmental impact and supports the industry’s sustainability goals.
3. Choosing the Right Surface Finish for the ROV Parts
Subsea tools must operate in extreme conditions, and surface finish significantly ensures operational efficiency. Several critical surface finishing are employed, each tailored to the unique demands of the subsea environment.
- Anodizing: This electrochemical process, often applied to aluminum components, increases corrosion resistance and wearability. It’s ideal for ROV frames ROV tooling and underwater housing parts, providing a durable, non-conductive surface.
- Powder Coating: Offering superior corrosion resistance, powder coating is used for its robustness against the harsh marine environment. It’s suitable for larger ROV components, ensuring longevity and aesthetic appeal.
- Electroless Nickel Plating: This finish provides uniform coating thickness, excellent corrosion resistance, and increased hardness. It’s particularly beneficial for intricate ROV tooling and mechanical parts that require precise dimensions and high durability.
- Ceramic Coatings: Known for their exceptional hardness and thermal barrier properties, ceramic coatings are used in parts subjected to high temperatures and abrasive conditions, such as thruster nozzles.
- Chromate Conversion Coating: Applied primarily to aluminum parts, this coating provides good corrosion resistance, electrical conductivity, and a good base for subsequent paint applications.
The CNC industry, with its precision machining capabilities, is instrumental in applying these finishes accurately. The right combination of these surface finishes contributes significantly to underwater ROVs’ efficiency, reliability, and longevity.
The ROV consists of an underwater propulsion system, an underwater camera system, an operating system, and a main frame. The diving depth of ROV requires that the materials have sufficient strength and corrosion resistance, the longer endurance requires parts to be lightweight and compact, and the processed parts require perfect assembly and sealing.
In this section, we will share the case study about how to customize each type of ROV component.
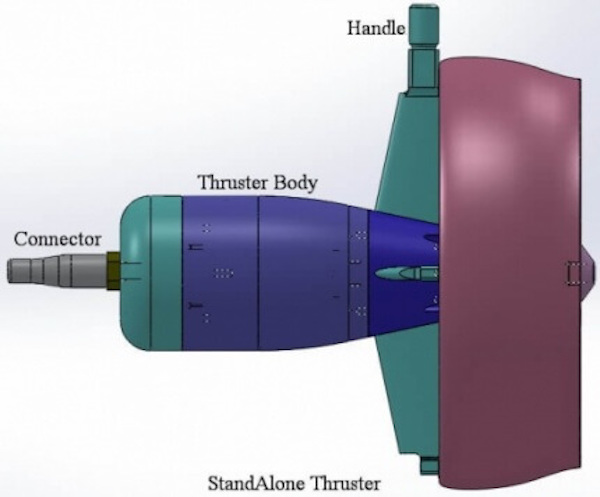
1. Underwater Propulsion System
The ROV’s underwater propulsion system consists of propeller thrusters. These propellers provide the vehicle with propulsion for its movement control. They offer excellent maneuverability and high propulsion efficiency, enabling direct adjustment of blade angles and rotation speeds. Generally, most ROVs have multiple thrusters, allowing the ROV to move in multiple directions. Components of a propeller include a drive motor, bearings, a deflector, and blades.
Name | Material | Process(prototype) | Process(production) | Surface Finish |
Drive Motor (protective shell) | ABS, PC, nylon | CNC machining | Injection molding | As machined |
Bearing | SS316 | CNC machining | Die casting | As machined |
Air Deflector | ABS, PC, nylon | CNC machining | Injection molding | As machined |
Propeller | Aluminum alloy | CNC machining | Die casting | Sanding/ Anodizing |
The drive motor and deflector are both made of ABS, PC, and nylon materials, which have superior impact resistance and strength. The bearings are made of SS316 material. The stainless steel bearings are resistant to rust, exhibit high corrosion resistance, and can adapt to the deep sea environment, ensuring a long lifespan for the components.
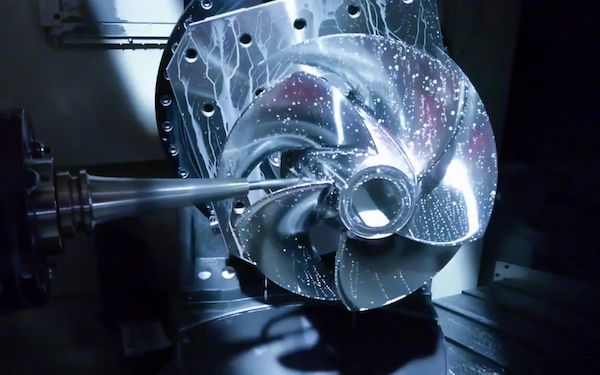
The key to manufacturing propeller components is the propeller itself. The material of the propeller can be aluminum alloy or POM, possessing high strength, high wear resistance, and corrosion resistance, suitable for underwater use.
It is necessary to ensure that the manufactured propeller possesses high processing precision, a good surface finish, and is lightweight to improve the efficiency and performance of the ROV. The surface accuracy of the propeller is a key factor for vector control of multiple propellers, often necessitating precise five-axis linkage for perfect surface machining.
After processing, the accuracy is determined by scanning the surface difference using a 3D scanner. The propeller blades, after machining, need manual polishing to achieve a surface roughness of less than Ra0.8μm. A smooth surface can reduce water flow resistance, diminish harmful friction, and increase the service life of the propeller.
2. Main Frame
The main frame of the ROV is mainly composed of a frame, a pressure-resistant cabin, and a battery compartment, which plays a role in protecting the internal core components.
Name | Material | Process(prototype) | Process(production) | Surface Finish |
Frame | SS304 | CNC machining | Die casting | As machined |
Pressure-Resistant Cabin | AL6061-T4 | CNC machining | Die casting | Hard anodized |
Battery Compartment Shell | Aluminum Alloy | CNC machining | Die casting | Hard anodized |
The overall framework structure of the ROV is welded with stainless steel. The frame-type structure has a large internal space, which is enough to install other core components. SS304 has excellent corrosion resistance, and withstanding corrosive agents in seawater. It also has high strength and durability, enabling it to endure harsh marine environmental conditions, such as high humidity, temperature changes, and mechanical shock.
The pressure chamber is made of AL6061-T4. The 6061-T4 precision aluminum tube is made of high-quality aluminum, offering excellent wear and corrosion resistance. Compared with other metal materials, the application of AL6061-T4 can reduce the overall weight of the ROV, enhancing the ROV’s propulsion speed and overall performance. During the production stage, purchasing hollow AL6061-T4 tubing for processing can save material costs.
Advanced battery-powered technology allows the ROV to be autonomous and portable without being physically controlled by tethers. The battery compartment of the ROV uses a strong and waterproof aluminum alloy casing to protect the internal lithium battery. When fully charged, the ROV can work normally for 8-10 hours.
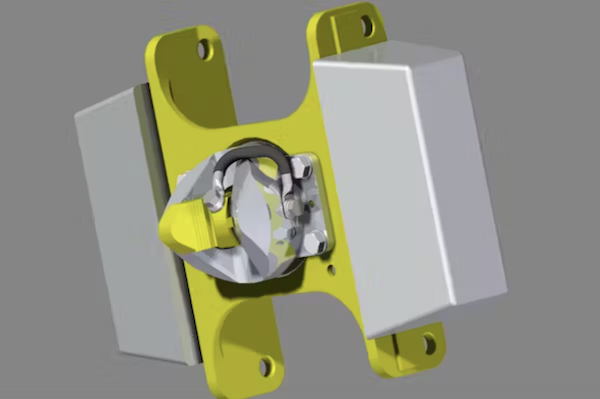
3. Underwater Auxiliary Imaging System
The ROV’s underwater auxiliary imaging system mainly consists of an underwater camera and an imaging sonar. Underwater cameras serve as both navigation and observation/measurement devices while imaging sonar can detect underwater terrain or complex objects using sound waves, which is particularly useful in avoiding large obstacles.
The high-definition camera of the underwater camera is located in the detection cabin. The front end of the detection cabin is equipped with a semicircular lens to meet the light transmission requirements of the internal camera. The detection cabin and semicircle lens are both processed by CNC.
| Name | Material | Process(prototype) | Process(production) | Surface Finish |
| Detection Cabin | Aluminum alloy/ POM | CNC machining | Die casting/ Injection molding | Hard anodizing |
| As machined | ||||
| Resin | 3D printing (SLA) | Raw materials | ||
| Semicircular Lens | Translucent PMMA | CNC machining | Injection molding | Polish transparent |
| Translucent resin | 3D printing (SLA) | Polish transparent |
Before formal production, we can use 3D printing and CNC machining services for prototype testing of the detection cabin and semicircular lens. 3D printing allows for the rapid production of prototypes to verify basic structure and dimensions. However, the machining precision of 3D printing is not high, and the material is relatively brittle and not resistant to pressure. The transparency effect of the semicircle lens manufactured by 3D printing is also inferior to that of CNC machining. To achieve precise assembly and waterproof sealing, CNC machining is still required.

Prototyping using CNC machining allows the detection chamber to be made of either aluminum alloy or POM. POM and anodized aluminum alloy have high strength, high wear resistance, and corrosion resistance, satisfying the high-pressure underwater environment. To integrate a variety of acoustic and optical sensors, the structure of the detection cabin module is compact; at the same time, precise assembly and sealing must be ensured.
There are stringent requirements for assembly surface tolerance and surface finish. The assembly surface tolerance needs to achieve ±0.025MM, and the surface roughness needs to reach Ra0.8μm. The semicircle lens employs PMMA material, and the surface needs to be manually polished between Ra 0.02μm and Ra 0.04μm to meet the requirements for pressure resistance and light transmission for internal cameras.
4. Operating System
Work-class ROVs can be equipped with manipulator arms for operation. Hydraulically driven manipulator arms are widely used in deep-sea operations, offering robust load-bearing capabilities and smooth movements that enhance operational efficiency and reduce labor costs. The hydraulic manipulator arms are mainly composed of an arm body, a boom frame, a drive shaft, and a hand grip.
Name | Material | Process(prototype) | Process(production) | Surface Finish |
Arm body | AL 7075 | CNC machining | Die casting | Hard anodizing |
Boom | SS304 | CNC machining | Die casting | As machined |
Drive shaft | SS304 | CNC machining | Die casting | As machined |
Hand Grip | SS304 | CNC machining | Die casting | As machined |
The arm body of the manipulator is made of AL7075 material, known for its lightweight nature, quick response, high strength, and enhanced corrosion resistance due to its hard anodized surface treatment. The arm structure, drive shaft, and hand grip are all made of SS304, which is corrosion-resistant, high-strength, and easy to clean and maintain. After operations, the robotic arm can be cleaned with water.

Hydraulically driven manipulators are characterized by their small size, lightweight, low inertia, compact structure, and flexible in layout. The key points of processing the hydraulically driven manipulator are the matching accuracy of the hole axis and the surface finish requirements. The hole tolerance of the robot arm drive shaft is H7, while the surface roughness of the parts needs to achieve Ra0.8μm. High-precision machining and smooth surfaces can reduce the wear of the robot arm and extend its service life.
Designing and manufacturing subsea equipment presents several challenges the CNC industry must address to achieve optimal results.
1. Maintaining Durability with Precision
A paramount challenge in ROV design is ensuring the durability of the frame and components, considering the frequent impacts and high-pressure environments they endure. CNC machines excel in crafting frame walls and corners with utmost precision, a key factor in preserving the overall structure against harsh marine environments.
Moreover, the creation of custom holes, and sections, and maintaining appropriate thickness is vital for ROV durability. Precision in these processes ensures that ROV components, including the frame, can withstand repeated impacts typical during underwater exploration.
This is because custom holes and sections, machined to exact specifications, distribute stress more evenly across the structure, reducing the likelihood of failure under pressure or impact. Maintaining the requisite thickness in key areas further enhances the structural resilience of ROVs, ensuring they remain robust and reliable during operations.
2. Proper Electrical Insulation and Sealing
In ROV manufacturing, sealing, and electrical insulation are critical.
Engineering thermoplastics like Polyoxymethylene (POM) play an important role in the electrical insulation and sealing of ROVs. POM possesses inherent low water absorption properties and can maintain integrity under pressure and in saline environments. This ensures the longevity of the electrical systems and prevents water ingress, which is crucial for the operational reliability of underwater ROVs.

3. Meeting Custom Requirements
Customizing ROVs to meet specific operational requirements poses significant challenges. The development process typically begins with 3D modeling, followed by rigorous testing, including Finite Element Analysis (FEA) and structural analysis. This approach identifies potential weaknesses and allows for adjustments before production.
Machining complex ROV parts necessitates using integrative 5-axis machines. These machines facilitate the precision machining of complex parts, ensuring that each component meets the exact specifications of the custom ROV design. Such precision is vital for successfully integrating all features in an ROV, ensuring its functionality and reliability in diverse subsea tasks.



