Drill holes in components require careful execution to achieve accurate depth and alignment. Below is a stepwise guide to drilling precise and accurate blind holes.
Prepare the Workpiece
First, you must firmly secure the workpiece with a vise or clamps. Ensuring the workpiece is positioned securely to prevent any deflection or movement during the process. Then, mark the hole’s center on the workpiece’s surface with a sharp pointed tool or a center punch. This creates a starting point for the drill bit and helps to keep it from deflecting.

Choose the Appropriate Drill Bit
Since there are different types of drill bits, the drill bit’s size must match the hole specifications you intend to drill. After choosing a suitable drill bit with the appropriate radius, insert it into the drill chuck and tighten it firmly. Also, ensure it is properly aligned to prevent deviations or wobbling during hole drilling.
Determine the Drilling Depth
Set the drilling depth and calculate the required distance between the drill bit’s tip and the desired blind hole end. Create a visual guide using a marker or a piece of tape to mark this depth on the drill bit, which serves as a depth indicator.
Begin Drilling and Monitor the Drilling Depth
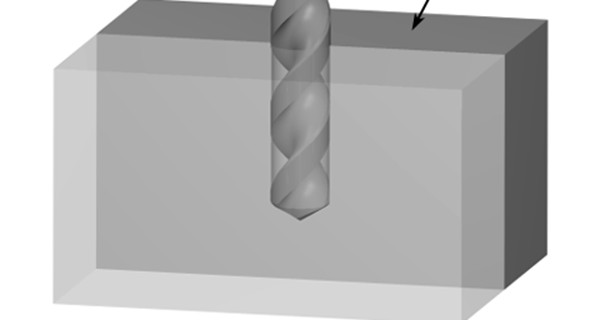
Set the drill bit on the marked center point of the center hole. Then, moderate and constant downward pressure must be applied while maintaining a stable drilling speed. For easy and efficient blind hole machining, start by drilling the hole slowly to cut a pilot hole, then increase the speed gradually as the hole gets deeper.
While drilling, stop and examine the hole depth periodically using a depth gauge or a piece of tape attached to the drill bit.
Remove Debris
Debris may form in the hole as you drill since drilling generates chips. Hence, it is important to withdraw the drill bit occasionally to clear the debris. This helps prevent the chips or debris from hindering the precision of the drilled hole.
A drill flute or hand-operated air gun is commonly used for debris removal when drilling. You can use cleaning techniques like compressed air and a high-pressure stream of liquid coolant.

Complete and Inspect the Blind Hole
Drill the hole until you have attained the preferred depth as marked. You can employ different post-finishing processes to smooth the hole or achieve a fine finish.
In addition, once the blind hole has been drilled, inspect it to confirm that it meets the specified diameter and depth. Also, check for any rough edges or burrs that may require additional processing.
Advantages of Blind Holes
Blind holes in engineering and machining offer extensive benefits in different applications. Here are some of the expected advantages of blind holes:
Improved Aesthetics
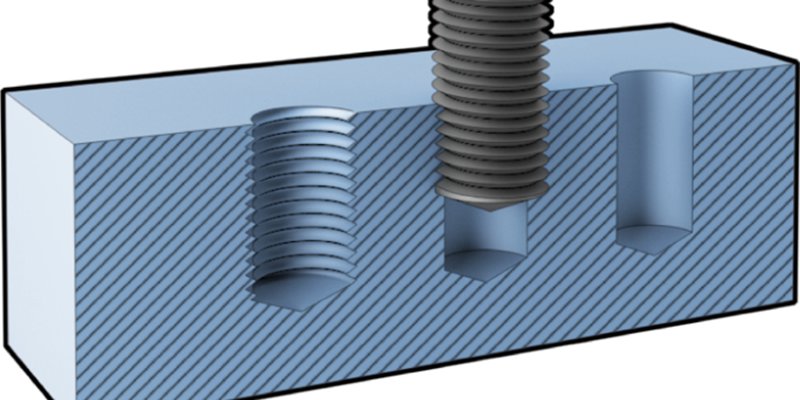
Blind holes improve the aesthetics of manufactured components by concealing fasteners, making them visually appealing without the visible protrusion of traditional fastening elements. This attribute is fundamental in industries where aesthetics is critical, such as consumer electronics and automotive.
Increase Strength and Reduce Stress Concentration
Machining blind holes in a component reinforces its strength by distributing weight evenly and improving the overall stability of the workpiece. Blind holes prevent potential failure points and ensure the extended product lifespan by reducing stress concentration.
Reduce Weight and Save Space
In applications like electronics or aerospace, where space is limited, blind holes allow products with more compact designs to be created. Hence, manufacturers can optimize available space and make sleek and lightweight products.
Limitations of Blind Holes
Blind holes have various limitations, even though they are helpful in various applications. Here are common setbacks of blind holes:
Potential Trapped Debris
Debris or chips can easily get trapped at the bottom of the blind holes since these holes don’t penetrate through to the other side of the material. More importantly, inspecting and cleaning the holes can be difficult since it is impossible to see all the way through blind holes.
Tapping Complexity
Challenges may occur when tapping a blind hole, which may be more complex than tapping through holes. It would not be easy to ensure the uniformity and accuracy of the threads in a blind-tapped hole.
Material Warping or Deformation
The integrity of material around a blind hole can be compromised when machining blind holes in materials like ABS, aluminum, and low-carbon steel, which are especially prone to deformation under heat or pressure.

Blind hole machining requires attention to detail to attain desired outcomes. Here are some helpful considerations for effective blind hole drilling.
Choosing the Right Bits and Taps
Choose the appropriate bit that matches the material you want to machine. Expert machinists often recommend using high-speed steel to create threads in most metals.
In addition, ensure the tap radius corresponds with the preferred thread size to achieve a precise threaded blind hole. Depending on the blind hole depth, consider whether the type of tap, either a plug, taper, or bottoming tap, is the right fit for threading the blind hole.
Drill Depth Clearance
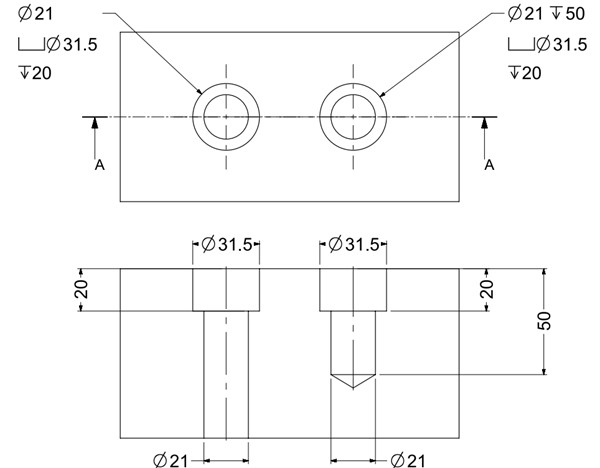
Measure and mark the desired depth on the drill bit to avoid drilling overly deep cavities because it weakens the material and increases the risk of material breakage. You can also control the drilling process using adjustable depth collars or depth stops on the drill press.
More importantly, consistently checking the depth clearance before drilling will help to prevent damage to the workpiece. Also, refer to design specifications to drill blind holes of the correct depth.
Hole Placement and Orientation
Hole placement and orientation influence the manufacturability and usefulness of parts significantly. To accurately drill blind holes, mark the holes’ locations with layout tools such as layout squares and center punches. As you create the blind holes, ensure their orientation matches the desired function of the final product or assembly, allowing smooth integration for designs.
Hole Diameter
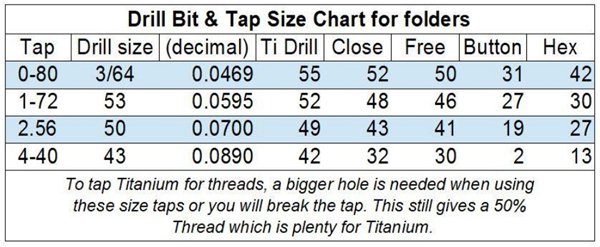
The required hole diameter will determine the ideal drill bit size. The drill bit chart is a reliable reference for choosing a suitable drill bit size for the hole. Also, ensure to test the fit of the bit in scrap material before drilling the final blind hole.
Clean Blind Holes
Use the appropriate cutting fluid or lubricant to reduce heat buildup and friction during drilling. Use a cleaning brush or compressed air to extract debris from the blind hole. However, it is crucial to inspect the blind hole and confirm it is clean and clear before tapping it.
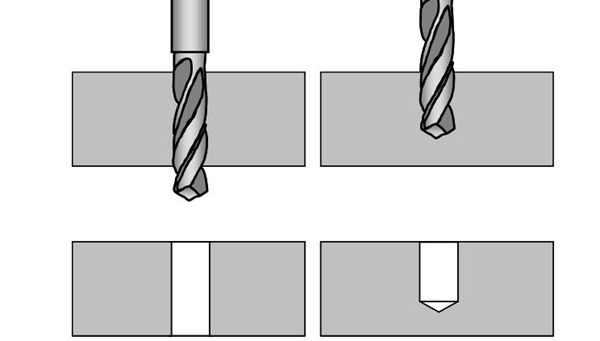
Besides their names, the differences between a blind hole vs. a through hole involve the process and the results. Blind holes do not break through the workpiece; they are only drilled to a specific depth that is a fraction of the total part’s thickness. A through hole or thru-hole is created to go through to the workpiece’s other side.
Machinists create blind holes in the workpiece to make recesses for fasteners. These blind holes often offer aesthetic benefits suitable for automotive, architecture, and consumer goods applications. Through holes are commonly used in assemblies where the components require secure fastening and alignment. However, a blind hole is a perfect choice in situations where you must avoid compromising the workpiece’s functionality or appearance on the opposite side.
In addition, the through holes are compatible with fasteners like bolts, screws, or pins that can completely pass through the material and secured with washers or nuts on the opposite side.



