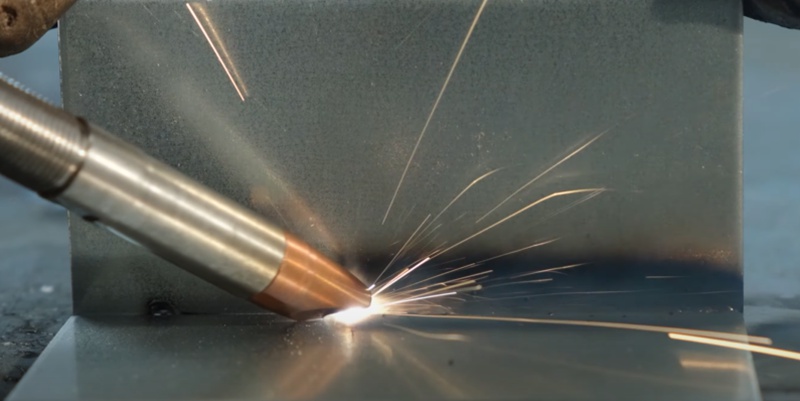
First, the laser beam welding machine focuses a highly concentrated light beam on the cavity between two or more materials to create a firm bond. This light concentration occurs at a small spot and ranges from a few tenths of a millimeter to a few millimeters in diameter.
This high-power laser beam concentration contains a high power density. As a result, it delivers massive energy levels that melt the materials at their closures or seams, making it a joint.
Then, the workpiece’s material gradually absorbs the energy from the focused laser beam, heating the workpiece to its melting point. Next, the melted region fuses to form a firm bond between the weld parts.
However, depending on the desired weld quality and welded material, you can perform laser welding in continuous or pulsed mode. Laser welding in continuous mode is ideal for welding thicker materials, while the pulsed mode suits thinner materials.
The laser beam welding techniques are versatile and compatible with various materials. Here are some of the typical materials joined with laser welding:

Metals
- Different aluminum alloy grades;
- Copper alloys such as bronze and brass;
- Steel variants such as high-strength alloys, carbon steel, and stainless steel;
- Titanium alloys are commonly used in medical and aerospace applications;
- Nickel and its alloys are used in applications including power generation and aerospace.
Plastics
Laser welding applies to specific plastic types like thermoplastics that can melt and solidify repeatedly.
- Acrylic (PMMA): Its common uses include displays, signage, and medical equipment.
- Polyvinyl Chloride (PVC): PVC has common uses in medical applications, construction materials, and pipes.
- Polycarbonate (PC): It is widely used for automotive components, safety equipment, and electrical enclosures.
Composites
It joins composites of varying constituents, such as glass fiber-reinforced polymers (GFRP) or carbon fiber-reinforced polymers (CFRP).
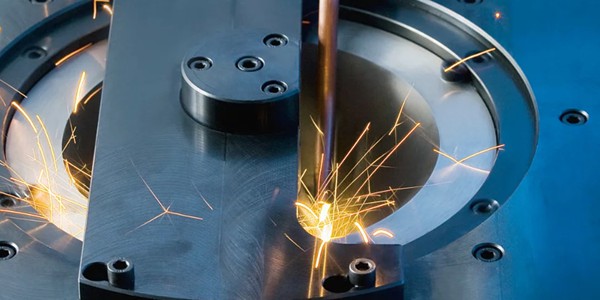
Generally, standard laser welding equipment consists of the following essential components.
- Laser Source: This is a crucial component responsible for laser beam generation. Different laser sources include fiber, CO2, and Nd: YAG lasers.
- Beam Delivery System: It comprises mirrors and lenses that direct and concentrate the welding laser beam on the material. A typical beam delivery system is paired to a CNC system or fixed to a robotic arm.
- Cooling System: The cooling system maintains a stable temperature within the laser beam machine. It prevents the laser source and other components from damage due to the significant amount of heat that the laser generates.
- Workpiece Manipulation System: This system holds the workpiece steady, ensuring the beam creates the required specifications. It provides a stable and precise location for the welded workpiece.
- Safety Features: Welding materials together can be harmful when safety precautions are not in place. A laser beam welding system’s safety features include warning lights, interlocks, and shielding, which protects the operators and other personnel from the laser beam.
- Control and Monitoring Systems: These consist of software and hardware that manages the components of the laser beam system. These systems control and monitor different parameters, such as laser power and welding speed, during the welding operation.
Laser welding is a versatile technique with several advantages in different applications. Here are some of the benefits of laser beam welding.

1. Reducel Thermal Impact
This welding process reduces the risk of thermal distortion in a workpiece since it uses less thermal stress at the weld seam. Laser welding minimizes the heat dispersed to the surrounding material, which could result in negative impacts such as bending or stress.
2. Versatile
Laser beam welding is highly versatile and compatible with different thick plates, precious metals, copper contacts, or dissimilar metals. Its high compatibility with various applications makes it a commonly used sheet metal fabrication method.
3. High Speed
Laser welding techniques can weld up to 5 times faster or more than traditional processes. The high welding speed of this process results in shorter processing times and increased productivity within a limited time.
4. Reliability
Laser welding techniques offer high reliability due to their force-free, non-contact, and wear-free attributes. Likewise, the process offers high strength because of its great welding depths.
Here are various factors that may influence the outcome of your laser welding operations.

Laser Power and Energy Density
The laser power directly influences the heat concentrated on the workpiece, determining the weld width and penetration. Generally, lower power levels cause insufficient fusion, while higher power levels allow deeper penetration. The power divided by the beam spot size is the energy density, which determines the density of the laser beam.
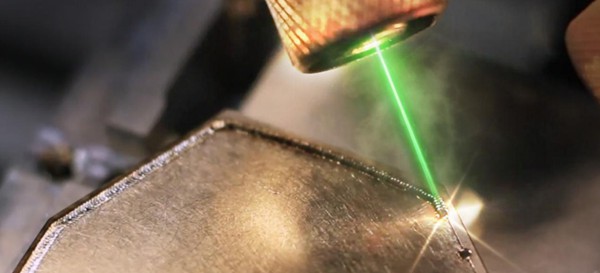
Beam Focus and Spot Size
The laser beam’s focus determines the spot size of the workpiece. Besides, deeper penetration and narrower welds occur due to the high energy density created by smaller spot sizes. The main length and spot size impact the shape of the weld bead and the energy dispensation.
Joint Design
The access to the welding area, geometry, and fit-up of the preferred joint’s design affects the process. Hence, the appropriate joint preparation helps to improve the weld’s penetration, quality, and strength.
Material Properties
It would help to know that a material’s thermal expansion coefficient, thermal conductivity, and melting point can impact its welding, influencing parameters like weld quality, speed, and power requirements. Furthermore, materials’ reflectivity and absorption properties vary upon exposure to laser radiation.




