
Plastic extrusion is a high-volume manufacturing process that involves the homogenous melting of a thermoplastic material. This melted material could be in the form of pellets, powder, or granules. Subsequently, with sufficient pressure, the melted material leaves the shaping die hole.
The melted plastic leaving the shaping die through the extruder acquires the shape of the die hole. To understand plastic extrusion better, let us examine the parts of the extruder.
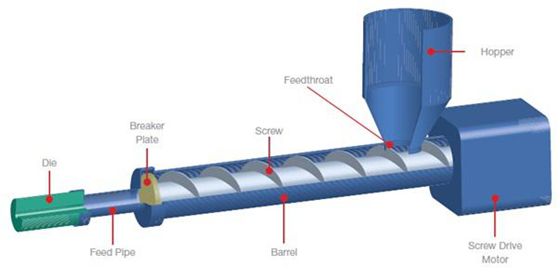
Hopper: This is the part of the extruder that stores the powdered, pelleted, or granulated material for the plastic extrusion process.
Feed-throat: This part of the extruder links the hopper to the barrel. In other words, it helps channel the material for use in the plastic extrusion process from the hopper to the barrel.
Breaker plate: The breaker plate helps maintain pressure. It also serves as a filter, preventing foreign materials from entering the barrel.
Barrel: With heat application, this part helps soften the plastic material, bringing it close to its melting point. It also houses the rotating screw, which applies the pressure necessary to force the plastic material down the feed pipe.
Feed pipe: This pipe connects the barrel to the die. In other words, it serves as a channel transporting the molten plastic material from the barrel to the die.
Die: The part is where the molten material leaves from. Made from metal, the die gives the molten plastic the desired profile.
Cooling system: Here, the molten plastic cools rapidly, facilitating solidification.
So, how does plastic extrusion work? It can be divided into four main steps.
Step one: Adding additives
The plastic extrusion process begins with adding additives to the plastic material for use in the process. It is quite different from CNC machining. Depending on the manufacturing need, the additives could be colorants or UV inhibitors.
Step two: Moltening material
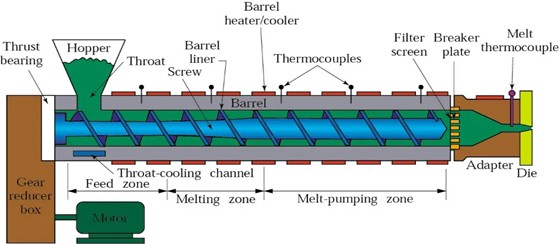
The next step in the plastic extrusion process is feeding the plastic materials into the hopper. From the hopper, it moves through the feed-throat to the barrel. With tightly regulated temperature, the barrel is equivalent to a melting pot.
Besides, the barrel facilitates the even dispersion of the plastic material used during the process through a huge rotating screw. The plastic material on subjection to both heat and rotation transforms from its solid start to a molten state.
Step three: Forming the mold
On leaving the barrel, the molten material pushed by the rotating screw passes through one or more screens present at the end of the barrel. These screens serve two major purposes simultaneously. Firstly, it rids the molten plastic of foreign bodies and other contaminants. Secondly, it helps ensure pressure remains constant throughout the system by providing uniform resistance. Consequently, when the molten material goes through the screens, it becomes more malleable as its temperature increases considerably.
Getting the desired shape occurs by pushing the molten plastic through the die. This means that the die has to have the shape you desire since the shape you get from the molten plastic is equivalent to the shape of the die.
Step four: Cooling
After passing through the die, the next step in the process is cooling. This could occur by using several cooling rolls or a water shower. Cooling aims to ensure no change occurs in the shape of your extrusion plastic profile.
Generally, the plastic extrusion process aids the creation of basic shapes like sheets and pipes. With the aid of a custom die, you can create complex shapes.
Although there are different plastic extrusion processes, the fundamental principles remain the same. The type of extrusion plastic process depends on the die shape’s complexity and intricacy. Some types are better suited for dealing with complex designs better than others.
Below are the 4 major types of this process manufacturers in the industry employ today;
1. Tubing Extrusion
Tubing extension follows the same general plastic extrusion process until the die section. This process is ideal when dealing with tubes and hollow items like pipes and long tubes. It is also ideal for producing drinking straws and medical tubing.
To produce hollow sections, an extrusion operator puts a mandrel or pin inside the die, followed by applying positive pressure to the internal cavities through the pin. In a situation that involves multiple holes, manufacturers place more than one pin at the center of the die. The number of pins is dependent on the number of holes desired.
Besides, air pressure for pins in this scenario is usually from a different source, making it easy to adjust the size of each hole.
2. Blow-Film Extrusion
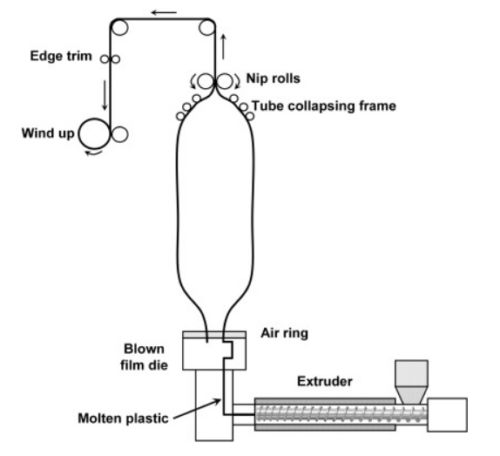
The blown-film extrusion method is quite a popular method used for creating items like shopping bags. Like the tubing extrusion plastic method, the die is the major difference between blown-film extrusion and normal extrusion.
The blown-film extrusion die is an upright cylinder with a circular opening ranging from a few centimeters to over three meters in diameter. A pair of nip rolls pull the molten plastic upwards from the die for use in this process.
The nip rollers are often high above the die at a distance of four to twenty meters. The nip roll’s exact height depends on the amount of cooling needed. Furthermore, the speed of the nip rollers determines the wall thickness or gauge of the film. As the film travels upwards, an air ring around the die helps cool it down.
An air exit in the die’s center allows compressed air to be pumped into the center of the circular extruded plastic profile to produce a bubble. This results in some ratio expansion of the circular extruded plastics cross-section. This ratio, also called the blow-up ratio, ranges from a few percent to over 200 percent of the original diameter.
Finally, the nip rolls help flatten the bubble produced into a double-layered film with a width half the circumference of the bubble. This double-layered film has diverse uses, from cutting into different shapes to spooling or printing. It can also be sealed using heat to produce bags and other items.
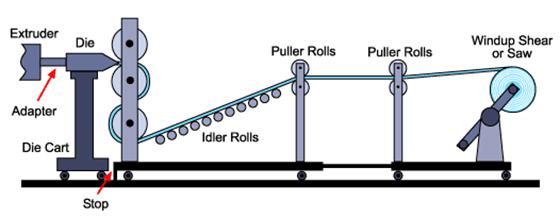
3. Sheet Film Extrusion
This process is quite similar to blow-film extrusion, but the difference lies in creating the desired shape. In this extrusion type, a pulling and rolling process is the major requirement for attaining the desired shape. This includes determining the surface texture of the sheet as well as its thickness.
The rolling process ensures the product attains the desired shape and facilitates its cooling and permanent solidification.
4. Over-jacketing Extrusion
This type of plastic extrusion is ideal for making insulation wires. The aim here is to give the material a plastic cover. Two major extrusion plastic tooling are used for coating wires: pressure and jacketing.
Both tooling types have their uses, but the one you use for coating wires depends on the intimacy required between the plastic material and the wire.
If intimate contact or adhesion between wire and material is necessary, then pressure tooling is ideal. But if intimacy and contact are unnecessary, jacketing tooling is best.
The major difference between these tooling types is the position of the pin to the die. When the pin extends to the flush with the die, it is jacketing tooling. On the other hand, the pin’s end stays inside the crosshead for pressure tooling. This means molten plastic covers the wire while still inside the die. Pressurization here occurs when both the wire and molten plastic exit the die.
There are a lot of material options available for plastic extrusion. However, the material you use for your project depends on the result you want to achieve.

Below is a list of material options for plastic extrusions.
1. ABS (Acrylonitrile Butadiene Styrene): ABS is made from polymerizing styrene, and acrylonitrile in the presence of polybutadiene is tougher than pure polystyrene. The styrene component of acrylonitrile butadiene styrene abs gives it a waterproof surface and glossy appearance. On the other hand, polybutadiene makes it tough, irrespective of temperature.
2. Acrylic: This compound has diverse industrial uses and applications and excellent light transmission, allowing it to replace the glass. Acrylic provides an ideal balance between weather-ability, strength, and clarity, it can also undergo tinting, diffusion, and frosting depending on specification. It is similar to acrylonitrile styrene acrylate ASA.
3. PVC (Polyvinyl Chloride): This is one of the most used plastic polymers worldwide. It has a wide range of applications in almost every industry. There are two basic forms of Polyvinyl chloride: Rigid PVC and Flexible PVC.
4. Flexible PVC (Polyvinyl Chloride): This material is popular because of its low cost and versatility. It also provides an ideal balance between weather-ability, tear resistance, and tensile strength.
5. Rigid PVC (Rigid Polyvinyl Chloride): Rigid PVC has a good balance of impact resistance and UV stability. This material has been used in constructing pipes and custom plastic profile extrusion applications like refrigeration, windows, and doors. Its stiffness makes it a viable replacement for wood and metal in many applications.
6. CPVC (Chlorinated Polyvinyl Chloride): With its inherent UL94 flame performance, CPVC comes in natural colors. It also provides a high balance of stiffness, high-temperature performance, and impact resistance.
7. Mineral Filled Polypropylene: This material does well regardless of the thermal conditions. It is stable over a wide range of temperatures.
8. Polycarbonate: This material provides a good balance between several attributes, including stiffness, abrasion resistance, impact resistance, colorability, and high and low-temperature performance.
9. Styrene: Like Polycarbonate, styrene is a material that offers an ideal balance of toughness, colorability, strength, and stiffness.
10. TPA (Thermoplastic Alloy): This alloy is ideal for making weatherstrips, gaskets, and other items. It has a good compression set, low-temperature stability, and elongation.
11. Polyethylene: This material provides a good balance of strength, colorability as well as low-temperature performance.
12. TPV (Thermoplastic Vulcanizate): This material has excellent tear resistance, weather-ability, and low-temperature flexibility. It also has good tensile strength.
13. Polypropylene: This polymer has an ideal balance of strength, impact resistance, colorability, and low-temperature performance.
Extrusion plastic has several applications while serving diverse industries, below are the major applications of this process.

1. Wire Insulation
Plastics are natural insulators, and when you add their flexibility, they become the ideal choice for insulating live wires. Most wires in the market today with a plastic covering use plastic extrusion as it is durable.
2. Pipes and Tubes
This is one of the most common applications of plastic extrusion with simple die requirements. Most of the market’s pipes and tubes go through plastic extrusion during production.
3. Windows and Doors
Making windows and doors using Plastic extrusion improves their longevity. This is especially true when plastic extrusion manufacturers use PVC. This material has a high resistance to UV rays.
4. Blinds and Shades
You can see another application of Plastic extrusion in blinds and shades. For instance, the wooden appearance seen on most blinds is polystyrene, made from plastic extrusion technologies.
The plastic extrusion process offers several benefits to manufacturers, including flexibility and versatility. Here are some other advantages Plastic extrusion offers.
Advantages of Plastic Extrusion
After Extrusion Manipulation: After extrusion and before cooling, it is still easy to change the shape of the hot plastic. This gives manufacturers a lot of leeways, ensuring the final product is top quality.
Relatively Cheap: As compared to other processes of developing plastic, plastic extrusion is cost-effective. The reason is that it does not require elaborate tooling.
Flexibility: When the cross-section is consistent, plastic extrusion provides considerable flexibility. In other words, plastic extrusion profiles can produce intricate shapes if the cross-section does not change.

Disadvantages of Plastic Extrusion
Change in Size: On removal from the plastic extruder, the hot plastic expands many times. It causes a deviation in the original dimension of the product. Furthermore, it is difficult to ascertain by how much the size of the hot plastic would change.
Limited Products: There is a limit on the type of products manufactured using this technique. Also, manufacturing something different would require a major investment in another type of extrusion equipment.


