Tapped holes are considered essential to adding mechanical fastened parts with machines. It will be a big damage to the CNC machined parts if you try to add and force a scrap in the wrong way. So, careful considerations and planning before machining a threaded hole is essential and will help you avoid some unnecessary troubles.
1. Methods to make tapped holes: cutting and forming
You can make an internal thread in tapped holes in two ways:
by using a forming tap
by using a cutting tool
Although both these methods give you the same result, you have to consider some factors to choose one of these methods, such as the size of the threaded hole, machine lathes, hardness of the material, and blind or through-hole.
1: Size of the threaded hole- You can use a forming tap or a traditional cutting tap if the threaded hole is up to M6. You can use a single lip tool to cut the threaded hole more than M6. Because needing the larger tap for cutting threaded holes for more machine horsepower.
2: For Hard materials -You can use a cutting tap for hard and sturdy materials for hard materials. The fluting of the cutting tap provides lubricant to flow down a path and gives metal shavings more space to the cutting edge.
3: For a soft material- Use forming taps for non-ferrous soft metal materials such as brass, lead, steel, and aluminum. Forming taps can create internal threads in softer metals without breaking. This is because the cutting action is slower and more controlled, which helps to prevent damage to the material.
2. Use standard threads size if possible
The size of the threads used in CNC machines is of great importance. It greatly affects the whole machining process. You must try to use standard sizes of thread under possible conditions.
There are a few common thread sizes including 1/4-20, 3/8-16, and 1/2-13. Each of these sizes corresponds to a different diameter and pitch, which helps to ensure that the threads will fit properly onto the desired object. Additionally, there are also metric thread sizes. The most common metric sizes are M6 x 1.0, M8 x 1.25, and M10 x 1.5.
The machining process does not require any special machining tool or material when standard thread sizes are used. Moreover, it also helps in reducing the machining lead time and material usage and makes it a cost-effective process.
3. Suitable threaded hole diameter
You must make sure that the threaded hole’s diameter must be within the workpiece or part. The threaded hole’s outer diameter must be larger than the internal diameter. Its means that the internal diameter will be smaller than the outer diameter.
The breakage of the thread may occur through the part’s side if the threaded hole is present close to the edge of a part. The breakage of threading may result in the cutting tool or tap breakage, destroying the surface finish.
4. Consider angled surfaces
It may be tough to machine thread holes into angled surfaces. You can add a threaded hole into an existing angled surface by creating a flat surface by machining pockets. The threaded hole is added from this flat surface.
But, in case no angled surface is present, then firstly, you have to do an addition of the threaded hole to the part before the machining of the angled surface. You must make sure that the depth of the threaded hole must meet the design after adding the angled surface.
5. Types of threaded holes
The threaded holes are divided into two types. Both types of holes required definite considerations during designing the part. It is done to ensure the machining of both threaded holes.
Moreover, it also prevents the interference of threaded holes with other parts. The followings are the main types of threaded holes:
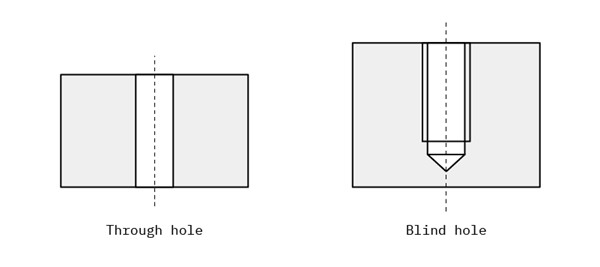
Blind threaded holes
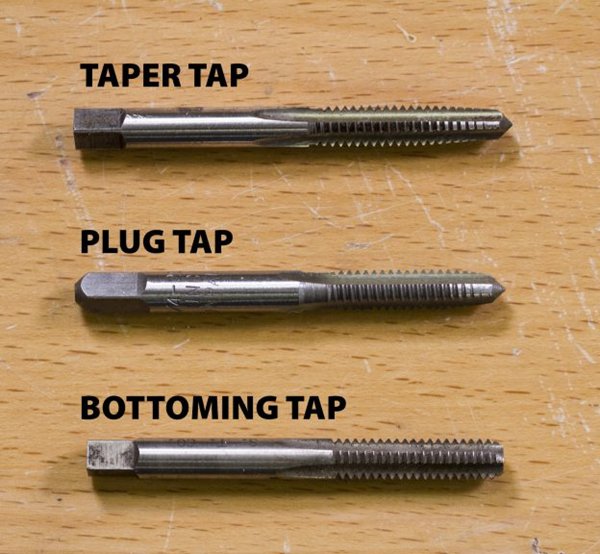
The blind threaded holes do not go completely through a part, but it goes to specific parts. The blind holes stop after reaching the specific deepness. If a threaded hole is created using an endmill, then the hole may end on a flat surface. If the hole does not go completely through the material, you know it is a drilled hole. But, if it is created using a traditional mill, it may end at a cone. If it is required to extend the full thread to the bottom of the blind threaded hole, it is done using a bottoming tap.
Dimensioning of a blind hole
The hole diameter is listed for the specification of the blind hole. It also requires dimension for controlling the depth. The remaining amount of material is identified, or the hole depth is directly specified to control the depth.
Through threaded hole
The through-hole goes completely through a part. The threaded holes are present on both sides of the part or workpiece. The part thickness is determined if the cutting tool or the tap reach cannot thread the entire deep hole.
You must consider the following options if the cutting tool or the tap reach cannot thread the single side of the hole.
Keep on adding threads until allowed by the cutting tool or tap. You must note that there is no thread at a portion of the hole.
Keep adding threads on both sides until allowed by cutting tool or tap. You must note that the threads meeting from both sides may not align.
6. Depth of hole
Deep threaded holes present unique machining challenges compared to shallower threaded holes. The increased depth of the threading creates more contact time between the tool and the workpiece, which generates more heat and requires greater cutting force. These factors increase the risk of tool breakage when machining deep threaded holes. To overcome these challenges, special care must be taken when selecting and using cutting tools, and the machining process must be closely monitored to ensure that tool breakage does not occur.