
Grooving (also known as recessing) is a machining operation carried out using a CNC lathe machine. The operation involves creating holes with boundaries (a groove) on a material, project, or workpiece.
The grooving machining process is crucial in part manufacturing because the tool produces long and narrow paths on the cylindrical surface of the workpiece. In turn, these paths provide a precise fit when joining parts.

Furthermore, the different types of grooving tools used in part manufacturing come from materials of varying hardness and texture and have different shapes and widths, which in turn determines the shape of the path or groove.
There are several types of grooving tools with shapes, sizes, and properties that aid in their applications. Below are the most common types used in part manufacturing.

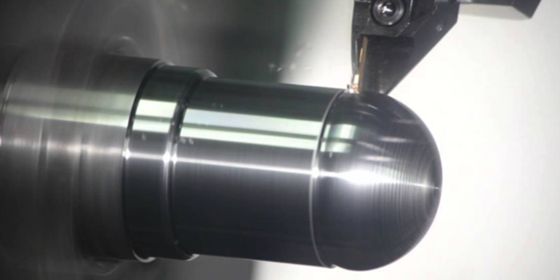
Face Grooving Tools
Designers use this grooving lathe tool to work on a material’s face. During the face grooving process, it is important to position the tool’s tip just above the center line of the workpiece. The tool’s radius must be equivalent to the radius of the cut on the workpiece. In addition, It is important to remove the chips to avoid breakage of the insert.

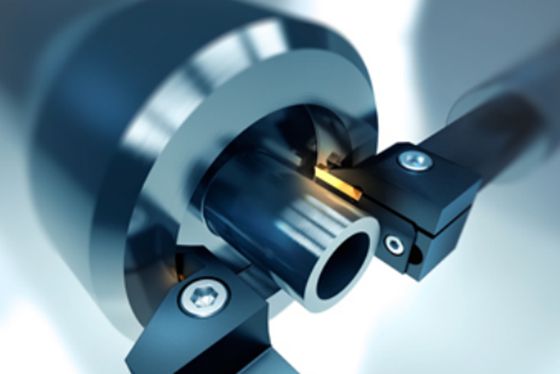
Outer Diameter Grooving Tools
Outer-diameter grooving occurs at the outer surface of the material or a workpiece. Also, an outer diameter groove gives the best results when the tip of the tool is placed slightly below the center line. Like the milling cutter tools, this grooving tool type comes in different shapes, designs, and mechanical properties. Additionally, they have coolant holes which increase resistance to wear.

Inner Diameter Grooving Tools
Operators use inner-diameter grooving tools at the inner surface of the material or workpiece. It is best to hold the upper part of the tool above the center line for accurate and consistent results. Also, it helps to prevent insert breakage.
Most inner-diameter grooving tools are made with hard materials like high-speed tool steel, carbide, diamond, and more.
Grooving on a CNC lathe involves a series of steps. Below are the steps to be carried out during the grooving machining process:
1. Secure the Workpiece
Securing the workpiece is critical to the end quality of the grooving process. This is because any slight movement may cause flaws in the final part. Below are some steps to take:
- Place the workpiece in the chuck of the lathe;
- Lock the material in the chuck and tighten the screws at the end;
- Mark out the position of the groove.
2. Load The Tooling Devices
Based on the desired type of grooving
- Select and load the grooving lathe tool into the tooling turret;
- Calibrate the tool.
The tooling is automatically operated according to the written program.
3. Set Up Your CNC Lathe Machine
This is the first step when performing a grooving operation. To do this
Switch on the machine and bring all axis to the tier 0 location;
Adjust the lathe to the appropriate RPM setting. This step is very important because each groove requires a different RPM setting.
4. Enter and Run the program
This step involves uploading the program and allowing it to run. The grooving tool remains stationary while the workpiece rotates axially. To remove the material accurately, follow the steps below:
- Properly fix the tool in the center and locate the grooving tool to begin working;
- Gently place the grooving tool near the workpiece till the cutting starts;
- Wait for the operation to end.
5. Clean Up
After a successful grooving operation,
- Put off the machine and remove the workpiece;
- Clean the machine and the grooving tool.
Note: It is important to inspect the depth of the groove before you begin cutting and to use cutting oils to prevent distortions.
Based on the location of the groove, there are three basic types of grooving on a CNC lathe.
External Grooving
This type of grooving machining process involves the radial motion of the tool along the side of the material. During the grooving machining process, the tool eliminates unwanted materials along the cutting points.
Part manufacturers use external grooving for making mainly wide grooves. However, this process is time-consuming and impacts the lathe’s machining time more than the smaller grooves. As a result, one needs a coolant and a tool with very high accuracy.
There are three external grooving types
-Single-cut Grooving
This type of external grooving is the most suitable way to produce grooves on a workpiece. It involves making a single and sallow cut on a workpiece. Because the surface finish is crucial, it is important to use an insert with a precise profile and chamfer for mass production.
-Multiple Grooving
This involves the production of multiple deep grooves on a workpiece. Raising the feed to about 30–50% when working on the materials is necessary for a flawless final part. Also, the materials left for the last cuttings should be narrower than the width of the inserts.
-Ramping
Ramping is an external grooving type that refers to the sequential axial and radial movement for creating a groove on a material. The axial movement is similar to the end milling process. It is important to reduce axial cutting impact and notch wear for excellent chip control.
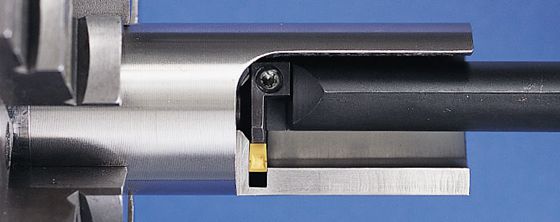
Internal Grooving
Internal grooving involves the movement of a grooving tool along the internal parts of a material.
It is important to apply coolant with a high flow rate accurately. This increases the rate of material removal and controls chip build-up. Also, to get optimum chip evacuation, start the internal grooving machining process from the rear portion of the hole to the front.

Face Grooving
This process involves the CNC lathe movement along the material’s face. It uses face grooving tools for its procedures. To attain high stability, use a facing groove tool with the shortest cutting depth. Additionally, use face-grooving tools with high-precision coolant. This results in enhanced chip control and removal.
For many groove types, the output level depends on the machine’s efficiency and the process itself. However, below are some of the ways to help increase the efficiency of grooving machining:
1. Checking and Measurement Procedures
Part manufacturers and engineers use different measurement tools based on the precision level. As a rule, use steel rulers and calipers for grooves requiring very low precision. On the other hand, use vernier calipers, plug gauges, and micrometers for those that need a high level of precision.

2. Feeding Rate and Cutting Speeds
The feeding rate and cutting speed play a vital role in the time of machining and the surface finishing of the workpiece. As a result, is important to use the appropriate feed and cutting speeds. To improve grooving, you can start with a low feed rate and work up to a higher feed rate to improve chip breaking and evacuation. Also, you should work with the recommended cutting speed to increase the lifespan of the tool.
3. Choice of Groove Tools
There are many different types of grooving tools available. The tool one uses directly influences the final part’s appearance. It is advisable to use CNC cutting tools made of high-speed steel. This helps to prevent wear and tear while machining. Furthermore, a grooving lathe tool with a width equivalent to that of the groove is ideal for grooves with a smaller width and low turning points.
4. Using Cutting Fluid
Cutting fluids such as oils, pastes, and aerosols helps in lowering the cutting surface’s temperature of the workpiece during the grooving process. Furthermore, they help in lubricating the workpiece to aid the cutting process which in turn aids chip evacuation.



