
There are different types of knurling that product manufacturers use to create desired patterns on workpieces.

1. Straight Knurling
Straight knurling makes straight-line and groove patterns on the surface of a workpiece. It usually features intersecting parallel or diagonal lines made by a knurling tool with two hardened wheels with diagonal teeth. Moreover, many industries create straight knurling on products to give a patterned texture that improves gripping and handling.
Uses and Benefits of Straight Knurling
Decorative Purposes
Straight knurls are decorative patterns that add to the aesthetic appeal of a workpiece’s surface. It is perfect for cylindrical objects like handles and knobs. In addition, it is suitable for applications such as high-end writing instruments, custom hardware, or jewelry, giving it a stylish look.
Anti-Slip or Improved Grip Functionality
Straight knurling makes roughened texture on the surface of an object to enhance grip for easy object holding and manipulation. These knurling patterns help to increase friction between your hand and the workpiece, preventing slippage. It is beneficial in applications where a firm grip is crucial.
Alignment and Positioning
This knurling texture sometimes serves as a reference for component alignment and positioning. The patterns function as a visual indicator in aligning and adjusting components properly. Hence, straight knurling is ideal for equipment or mechanisms that need precise alignment, including fine-tuning mechanism, measurement tools, or optical devices.

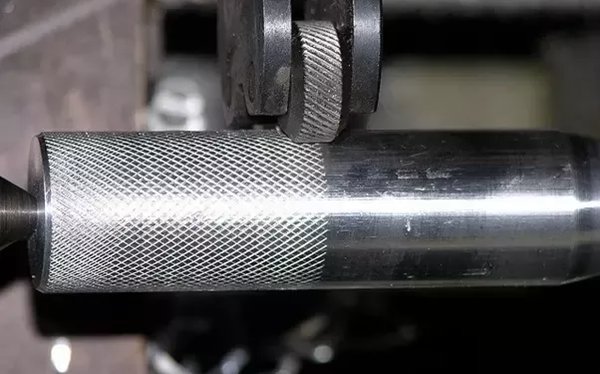
2. Diamond Knurling
Diamond knurling is another common type that makes small diamond-shaped ridges or indentation patterns on a workpiece’s surface. It usually consists of crossed-diagonal lines, forming several diamond-shaped projections. However, you can achieve this finish using knurling wheels with teeth arranged like a diamond.
Uses and Benefits of Diamond Knurling
Durability
The diamond knurls make a workpiece more wear-resistant and durable. They commonly apply to machine components, tools, or decorative pieces that experience consistent contact or high friction.
The diamond indentation or texture spreads the pressure and wears uniformly, reducing risks of wear or damage. Therefore, this attribute makes this knurling texture ideal for applications with high durability demands.
Decorative Application
The diamond-shaped indentation is unique and highly decorative. It produces complex and visually appealing knurling patterns on machined parts such as bicycle parts, lighter casings, or personal accessories to achieve an attractive and sophisticated appearance.
Improved Grip
Diamond knurling facilitates better grip in hand-held workpieces by creating several contact points between your hand and the workpiece. Since the diamond-shaped indentations aid better traction, you can easily grip and manipulate an object with this knurled finish.

3. Helical Knurling
The helical knurling technique involves making diagonal lines in a whorl or spiral pattern on the surface of an object. Manufacturers typically use this knurling pattern on cylindrical surfaces, similar to a screw thread.
Uses and Benefits of Helical Knurling
Decorative Purposes
Helical knurling is similar to other types of knurling because it is also perfect for decorative purposes. You can combine it with decorative techniques like plating or polishing to improve your product’s overall appearance.
Enhanced Functionality
Helical knurling enhances the functionality of cylindrical parts like shafts, knobs, and handles. The helical knurled finish allows a firm grip in rotating and operating the machined part.
Thread Formation
It involves creating threads that match certain thread standards on cylindrical items. As a result, it reduces the need for further threading operations, making it a cost-effective and efficient process for specific applications.
Product engineers use different knurling tools depending on the intended application and desired results. It is advisable to consider the properties of the chosen material, like ductility and hardness, for excellent knurling results. Here are some of the critical tools used in metal knurling.
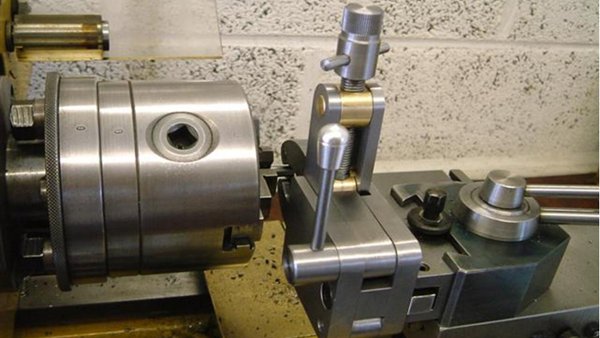
1. Knurling Wheels
Knurling wheels are the most commonly used tools for metal knurling. They usually comprise two or more hardened steel wheels with opposing slanting knurl patterns. These wheels are typically attached to a knurling tool and pressed against the rotary workpiece to produce the preferred knurl pattern.
2. Knurling Inserts
These are specialized tools that can be fixed on a lathe for machining. Knurling inserts have a particular knurl pattern programmed to produce the preferred knurled finish. The inserts are usually available in varying patterns and sizes, made of carbide or high-speed steel.
3. Knurling Dies
These dies are tools used in turret lathes or CNC turning services to achieve knurled patterns on cylindrical objects. Knurling dies are made of high-speed steel, and their knurling patterns cut into the inner surface of an object. You have to mount them on a knurling tool holder and rotate it against a workpiece to create desired knurled patterns.
4. Push-Type Knurling Tools
Push-type knurling tools are hand-held knurling tools that use manual force to make knurled patterns. The push-type tools typically consist of a knurling wheel attached to a handle which aids its movement along the workpiece’s surface to make the desired knurling texture. They are compatible with low-volume or manual operations.
5. Floating Knurling Tools
This knurling tooling is suitable for making patterns and ridges on contoured or irregular surfaces. These tools adapt to the workpiece’s shape, ensuring a consistent and accurate knurled finish. The floating tools utilize articulated arms or spring-loaded mechanisms, allowing the knurling wheels to align with the surface contours.
Knurled parts have decorative and functional purposes in various applications across industries such as jewelry, furniture, automotive, and aerospace. However, there are several challenges that product designers encounter in knurling operations.
1. Under or Over Size
Manufacturers create knurling patterns on an object reaching a specific diameter or size. Under-sizing happens when the knurling pattern is smaller than the preferred size. Conversely, oversizing occurs when the knurling pattern is smaller than the intended size. However, these contradictions arise due to wrong setup, incorrect tool selection, or excessive pressure during knurling operations.
2. Surface Damage
Knurling operations sometimes attract surface damages like scratches or gouges, which deform the surface of a workpiece. This usually occurs when knurling with excessive force or a worn-out knurling tool.
3. Tool Wear
Knurling tools typically wear out over time, resulting in a decline in their performance and deformation in the knurled metal. However, the knurling patterns gradually become less defined, and defects like flattened areas and burrs begin to appear as the tool wears continuously.
4. Poor Pattern Definition
Generally, knurling patterns must have clear, definite lines and coherent depth. However, it would help to note that inadequate lubrication, incorrect tool geometry, or worn-out knurling wheels lead to poor workpiece pattern definition.
5. Chattering or Vibration Marks
Chattering marks are the irregular or meandering pattern that occurs on a workpiece’s surface due to the vibration during the knurling operation. Common causes of chattering marks include excessive tool pressure, inadequate rigidity, or improper tool alignment in the machine setup.
Below are some helpful tips for achieving the best-knurled finish for your parts.
1. Carefully Prepare the Workpiece
Irregularities, contaminations, or misalignments can hinder the quality of the intended knurling patterns. Therefore, clean the workpiece, secure it properly, and ensure it has the correct dimensions before beginning the knurling process.

2. Choose the Appropriate Knurling Tool
Choosing the knurling tools that fit the desired patterns and material is crucial. Knurling tooling comprises varying tooth configurations, pitches, and patterns. Therefore, using the ideal tool for the material’s hardness and the intended surface finish is advisable.
3. Apply Lubrication
Ensure that the knurling tooling and workpiece receive appropriate cutting fluid or lubricant during the operation. It reduces heat generation, friction, and tool wear, producing a smooth, knurled finish.
4. Optimal Cutting Speed
Knurling metal at the right speed reduces tool wear while ensuring proper chip formation. Therefore, it is advisable to determine the ideal lathe cutting tool and cutting speed based on the knurled metal. Refer to the manufacturer’s directions or the machining recommendations for a specific material.
5. Adequate Tool Pressure
Excessive pressure can damage or deform the knurled workpiece, while inadequate pressure can cause a shallow pattern. You must use the right amount of pressure when knurling a workpiece. However, ensure the tool pressure matches the material and the knurling tool specifications.



