
Aluminum welding is among the more difficult-to-weld metals owing to some of its inherent material properties. These characteristics set it apart from other common weldable metals like iron or steel. The main challenges are discussed below.
High Thermal Conductivity, Low Melting Point
The combined effect of these two properties makes heat conduction through aluminum very quick and difficult to manage. Issues like part distortion, cracks, and burn-through are highly probable due to them.
Aluminum Oxide Layer
The surface layer of oxide on aluminum is oftentimes mentioned as the reason for its corrosion resistance. In the context of welding, however, it is problematic as its melting temperature is approximately 1400°C higher than the average aluminum alloy (melts at ~660°C). This mismatch causes inconsistency in welding quality and joint strength.
Contamination
Molten aluminum readily absorbs contaminating compounds like hydrogen from the environment, which end up as pores or cracks in the joint.
Poor Wire Feed Ability
Aluminum welding fillers are often softer than other filler wires. This makes it difficult to handle with an automatic feeder.
No Color Change
Most metals change color before melting. Aluminum is an exception. Thus, an aluminum welder gets no indication of when the metal is about to melt.
Now that we are aware of the various challenges in aluminum welding, we can discuss the different types of aluminum welding techniques prevalent in the industry.
1. Gas Tungsten Arc Welding (TIG)
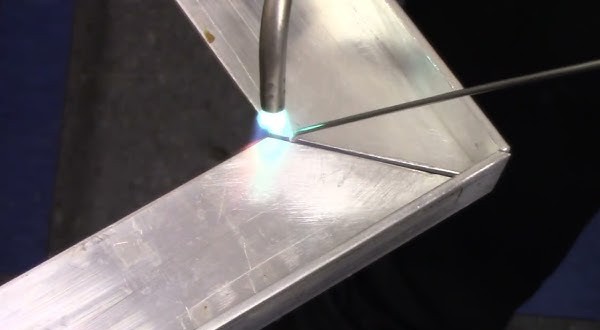
The first choice of welders in an aluminum welding case is to weld aluminum with TIG. The method is suitable as it gives the most freedom in the hand of the welder. They can control the heat input into the setup, allowing them to weld through the oxide layer and later control the weld pool while ensuring that the metal does not warp due to excessive temperature.
Generally, TIG with high-frequency AC current is preferable due to its low contamination levels. The reason for this is that the tungsten electrode does not need to be in contact with the workpiece, decreasing any chances of it depositing inside the weld pool.
On the negative side, TIG welding is slower and more costly, both due to the expensive setup and high skill requirement.

2. Metal Inert Gas Welding (MIG)
The second choice of professional is aluminum MIG welding. It is highly suitable for aluminum welding applications due to its ease of use, low cost, and wide availability. The bead quality is not as high as TIG, but the results are still good.
It allows for reasonable control over the welding process and is faster than TIG. Common aluminum welding issues like high thermal conductivity can be solved by adjusting the process parameters like travel speed and part preheating.
However, the softness of the aluminum wire can be problematic. A spool gun or push/pull gun is required to avoid this issue. Moreover, aluminum MIG welding requires 100% pure argon gas, which is cheap but generally not available in workshops due to its limited use.
Despite these limitations, MIG welding remains to be one of the best processes for welding aluminum.
3. Electron Beam Welding
Electron beam welding is highly precise and effective for aluminum welding. It delivers a concentrated beam of high-velocity electrons to the joint interface, creating a high-temperature local zone to achieve the weld.
It is accurate and clean as it selectively applies heat to the exact desired location, minimizing the heat-affected zone and its related defects. Moreover, the electron beam is very fast (~10 times faster than TIG or MIG), which means that there is not enough time for extra heat to enter the material.
Furthermore, joint purity is also high because the beam welding process happens inside a vacuum. Thus, most of the impurities are removed from the welding zone during preparation. On the other hand, the electron beam can penetrate as deep as 15 cm into aluminum, enhancing its welding capabilities to more than just sheet metal welding.
The downsides of electron beam welding are its high costs and skill requirements. Moreover, there are limitations on part size due to the limited chamber size of these machines. This can be a problem when dealing with long aluminum extrusions.

4. Laser Welding
Laser welding aluminum is quite similar to electron beam welding, but slightly behind it in terms of weld quality, precision, and welding depth.
The process uses a laser beam rather than an electron beam. It also carries the advantage of precise and direct heat delivery and high speed. The limitations also come from the cost and skill side.
Another advantage of laser welding is its ability to access tight spots since the laser beam is very thin, unlike a welding torch. It is helpful in welding sheet metal structures with hemmed features.

5. Friction Stir Welding
Friction stir welding is an innovative aluminum welding method that is gaining rapid adaptation in the industry due to its high potential. It utilizes a rotary tool to create heat at the joint interface through friction.
Its main advantage is that it is a solid phase process that welds materials below their melting point. Thus, heat-related problems are almost completely eliminated. The heat-affected zone is small, there is no mechanism for contaminants to enter the joint as it never melts, and there is no warping.
Moreover, friction stir welding is repeatable and not very expensive. However, as indicated above, it is still a developing technology that will take time to realize its full potential.
Aluminum welding is a challenge as pointed out at the start. The solution to them lies in skill and experience. In this section, we discuss some of the precautions and preparation tips for aluminum welders that can enhance their learning curve.
Cleaning is Important
Cleaning the workpiece surface is an important part of the preparation process. It has two goals: removing dirt such as oil and dust and removing the aluminum oxide layer. Both are detrimental to the weld quality as they introduce contamination into the weld zone.
To remove dirt particles and water vapor, cleaning agents like acetone or alkaline solutions are the popular choice. They are cheap and readily available. For oxides, a metal brush is usually enough.

Appropriate Welding Method
The common aluminum welding methods are discussed above. While there are a small number of options to choose from, deciding on the most suitable technique is an important decision.
Usually, this boils down to a choice between TIG or MIG. While TIG is the preferred method, it requires a skilled aluminum welder and time. Moreover, you need a dedicated TIG welder in the shop. In most cases, aluminum welders choose to go with MIG due to its ease of use and adequate quality in general applications.
Choosing the Correct Filler
The filler material plays a critical role in defining welding strength. It is necessary to choose the best-suited wire for your aluminum welding application to optimize its quality. The choice ultimately depends on factors such as the welding method, aluminum grade, and desired properties.
The filler metal should be as close to the base metal in its properties. The diameter of the wire affects the amount of material entering the weld pool, determining factors like strength, leak resistance, ductility, etc.
The most common aluminum fillers are 4043 and 5356. 4043 is more appropriate for welds sustaining extreme temperature, chances of cracking, and need to look clean. 5356, on the other hand, is more strength-focused, offering high tensile and shear strength.
Consider the Suitable Inert Gas
MIG and TIG both use an inert gas to shield the weld pool from reactive environments. The composition of the gas influences the weld quality, making it another decision to be made during the preparation phase.
Generally, 100% pure argon is a good choice for either process. It is cheap and readily available. In some cases, aluminum welders prefer to add up to 20-25% helium in the mix for higher welding speeds and arc voltages.
Aluminum welders offer a multitude of professional tips and tricks to enhance aluminum welding quality. The main points are summarized below:
- Clean the metal: Although mentioned before, we will again emphasize this point owing to its huge effect on the overall weld quality.
- Proper storage: Storing the aluminum in a dry environment prevents re-oxidation after cleaning.
- Preheating the aluminum: Before welding to achieve uniformity of temperature throughout the workpiece, it is better to preheat the aluminum. This avoids uneven internal heat conduction and reduces distortion and cracking as a result. Moreover, it can also help get rid of moisture.
- Higher travel speed: Fast travel speeds are preferable to minimize the amount of heat input into the weld zone. Aluminum’s high thermal conductivity can quickly disperse the heat, causing additional heat to enter it from the heat source. Eventually, this can distort the part.
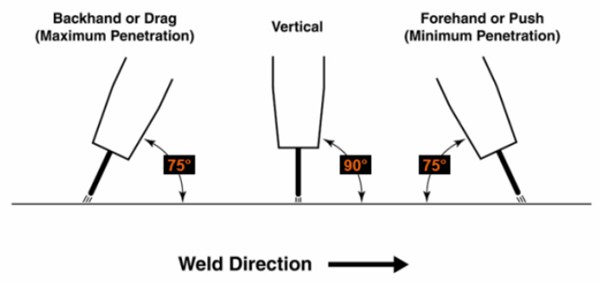
- Use tight torch angles: A torch angle of 15° is perfect for TIG and MIG welding of aluminum.
- ‘Push weld’ with MIG: Using the push method (inclining the torch away from the direction of travel) helps improve gas shielding and avoid welding defects.
Aluminum welding is a near-net shape process that oftentimes requires post-processing to achieve its final form.

Quality Testing
Passing the weld through quality checks is a routine procedure. It guarantees that the requirements are met and that the joint will withstand the operating conditions it is built for.
Visual inspection for defects like porosity, undercuts, burn-through, etc. are the most prevalent checks. Non-destructive testing (NDT) via techniques like X-ray and die penetrants are also used to characterize weld quality.
Heat Treatment
Metals lose some of their material properties like strength during the welding process. Their chemical composition can also change due to contaminants and high temperatures.
Thus, it is common to pass the weld joint through heat treatments to restore its strength and improve its quality. The type of heat treatment depends on the base metal, filler, and quality requirements.
Aging
Aging is another heat treatment process commonly applied after aluminum welding. The weld joint is kept at low temperatures (~200℃) for an extended period to restore some of its original strength.
Surface Treatment
Post-process surface treatments are a great way to get rid of welding after-effects such as discoloration and heat tint. This is done through mechanical means like brushing or polishing, and chemical/electrochemical means.
At the final stage, surface treatments like painting or coating are also common to achieve the desired cosmetic finish.



