

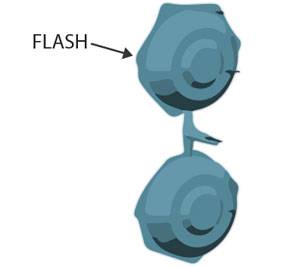
There are several reasons why you can experience plastic injection molding flash. Below are a few you should be wary of during part injection molding:
Parting Line Mismatches
The mold’s parting line is the line where the two halves of the mold meet. A mismatch in the parting line due to debris or bad design can prevent the complete sealing of the mold. As a result, molten plastic will be leaked during the injection.
Improper Venting
Improper venting can lead to the inability of air to escape the mold cavity during the injection. When this occurs, it can lead to the compressed trapped air increasing the injection mold pressure and forcing the molten material. Venting problems can also be due to old/worn-out vents, which may permit too little or too much air to escape.
Clamping Pressure
Clamping pressure is the force required to keep the mold closed during the injection process. When there is a problem with the clamping pressure, even with a perfect parting line, the high injection pressure built up in the mold can cause it to be forced open. As a result, this can cause an injection molding flash.
Low Viscosity
Molten plastic with low viscosity flows out of the mold readily. Viscosity is how easily the molten material flows, depending on the operating temperature and pressure. Furthermore, the pressure and the temperature of the nozzle and barrel can increase the viscosity of the molten material and contribute to the formation of an injection molding flash. As a result, there is a high tendency for the error defect to occur.
Overfilling the Mold
Overfilling the mold with the material will naturally result in leakage due to increased injection pressure greater than the clamping pressure. These extra materials from the cavity will attach to the final product, creating flashes.
Instead of fixing flash in injection molding, the better approach is to prevent its occurrence. Below are a few ways to prevent injection mold flash:
Proper Cleaning and Maintenance of Mold
Cleaning up mold is necessary to prevent injection molding flash. To do this, you can use a clean rag, mold cleanser, and compressed air to clean the surface of molds. Before the molding process, ensure to remove debris, plastic, and other contaminants that can prevent the mold from fully closing. Furthermore, examine the mold carefully for plastic fragments hiding behind slides and deep into the leader pins’ pockets.
Apply Enough Clamp Tonnage
The success of a molding process depends on the tonnage, point of force exertion, and the clamping mechanism. However, you should be careful because using too much force can damage the mold and the final part. To prevent flash and other damages, apply the correct clamp tonnage.
Design for Manufacturability (DFM)
DfM is an effective way of preventing flash injection molding. It is a set of design rules advocated by the industry so that you can manufacture parts at a low cost in the shortest time with the highest quality. With a properly done DfM, you can get various parameters such as ideal injection mold gate design, wall thickness, hole design, and mold parting line design to produce a flash-free part.
This is very important in prototype injection molding. However, note that the more the complexity, the need for features such as undercuts are used in undercut injection molding which can increase the injection mold cost.
Use a Flash-free Mold
Avoid flash in your molded parts by using a flash-free mold. The mold has high injection molding tolerance and is perfect where aesthetics and functionality are important. Though they guarantee the best results, many businesses may be unable to afford them.
Slow Down the Injection Rate
A high injection rate increases the pressure of injecting molten plastic. As a result, there is an increasing tendency for injection molding. Slowing down the injection rate will reduce the injection pressure. However, reducing the injection rate will also lengthen the cycle time.
Aside from flash, other defects can occur during injection molding. Below are the common injection molding defects you can experience:
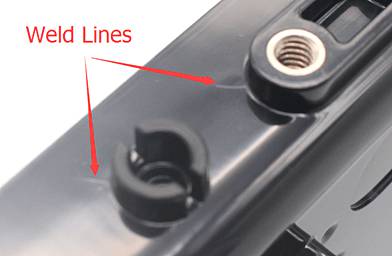
1. Weld lines
A weld line develops when two or more flow fronts come together but do not meld completely because of partial solidification. This defect occurs due to the temperature and pressure not being high enough, causing premature solidification. To prevent weld lines, increase the pressure and temperature. Also, adjust the wall thickness to provide a different fill time.
2. Surface Delamination
Surface delamination occurs when the surface of the molded component comes off. Although it can happen anywhere on the molded part, the defect frequently happens in the gate area.
Contaminated material is the major cause of surface delamination. Additionally, the surface of a material can peel off layer by layer when excessive moisture heats up and produces steam. To prevent surface delamination, ensure the material is free of any impurities or incompatible polymers.
3. Jetting
Jetting occurs due to uneven solidification as the initial plastic entering the cavity starts hardening up before the cavity gets filled up. This forms a skin of cooled plastics. Reducing injection pressure and increasing the temperature of the material will delay the early solidification of the initial jet of the material.
4. Cracking
Cracking is commonly seen at the weld line area but sometimes on the entire surface. The primary cause of cracking is stress and deformation brought on by the external environment, cold mold surfaces, and low injection rates. Increase the injection speed and mold/operational temperature to prevent fracture or surface breakdown.
5. Flow Lines
Flow lines occur as a wavering or ring-shaped pattern on the plastic part that can affect the part’s function or aesthetic. These patterns usually develop due to changes in the plastic cooling rate as it flows through the mold in various directions. You can prevent flow lines by increasing the injection rate and molding pressure and ensuring that the plastic resin cools before filling the cavity.


