There are numerous slot milling techniques for different geometries, machine tools, and applications. Each type has specific groove cutters and requirements.
End Milling
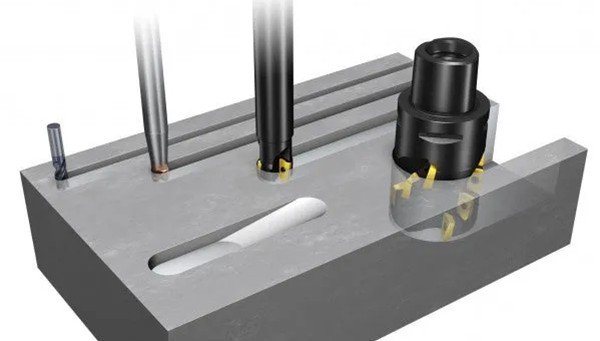
End milling is performed with a standard endmill cutter or a shell mill. It is a versatile slot cutting tool that can produce closed slots, non-linear slot profiles, and even slots with variable depths.
The process is like face milling, where the cutting is performed by both the side and face of the tool. The difference is that the purpose of slotting is to create a groove, closed on both ends, while face milling is meant to flatten the surface of the workpiece.
As endmills come in a variety of sizes and materials, slot machining with endmills is the most preferable method for machinists. They can withstand high cutting forces and cut deep. Moreover, special endmill designs can also suppress chatter vibrations and improve surface finish.
Side Milling
Side milling is another technique for creating slots. In this method, a side milling tool performs the cutting, where the cutting is performed primarily by the periphery of the tool.
It is a stable cutting method that can bear cutting forces and vibrations. With an adequately stiff arbor and overhang, a horizontal milling machine can create highly accurate slots.
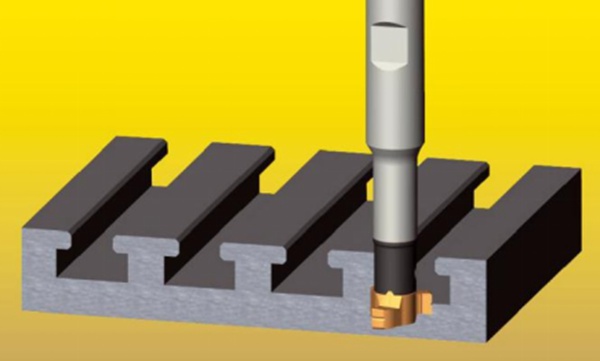
T-Slots
T-slot cutting is a specialized method for cutting slots in the ‘T’ shape. T-slots are common in industrial machinery, most importantly for machining beds.
It utilizes a special T-slot milling cutter. Generally, a T-slotting process is preceded by a normal groove machining operation. This initial process makes space for the shank of the T-slot milling cutter. However, this is necessary only for a closed slot. For an open slot, the T-slot cutter can directly perform the cutting.
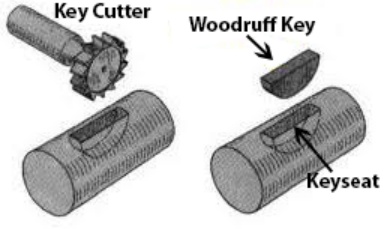
Woodruff Key Slotting
Another important application of slot milling is the machining of keyways for key slot joints. Designers use key and slot joints to lock load-sharing components with each other to enable efficient load transfer. For example, gears may be fixed onto the shaft with a key and slot joint.
The female part of this joint, the keyway slot, is produced by a slot cutting tool. A Woodruff slot cutter can produce the keyway, or the key seat, where the key sits to lock the assembly.
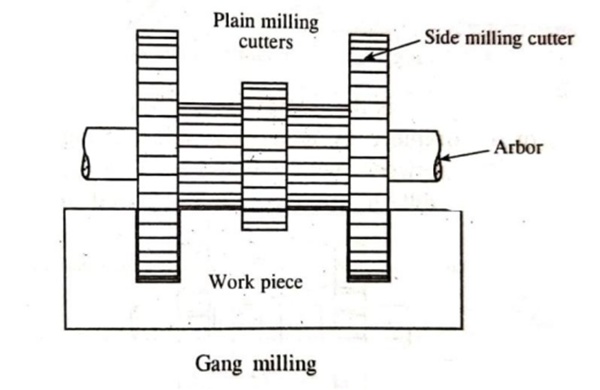
Gang Milling
Components such as milling machine worktables feature several parallel slots, which are useful in mounting workholding devices and the workpiece to the machine bed. In such parts with parallel slots, it is convenient to use a gang milling setup.
This type of slot machining utilizes several groove cutters mounted on the same arbor, each of which cut slots in the material simultaneously. So, the process is very productive and time-saving. However, owing to the excessive cutting forces, the arbor, and the machine tool needs to be sufficiently rigid.
Slot milling requires care and skill to achieve the best results in terms of surface finish, material removal rate, and accuracy. Here we have provided helpful tips and tricks to optimize groove milling performance.
Ramp Down Instead of Radial Entry
The entry of the slot milling cutter should be smooth and not overload the tool. The recommended practice is to use a ramp-down motion to avoid fully engaging the tool at once, which can cause excessive vibrations and be catastrophic for the tool as well.
Generally, a ramp angle of at least 45o is enough to avoid shocking the tool and machine. Moreover, for harder materials or deep slots, machinists can go up to a ramp angle of 1800 (axial entry).
Chip Evacuation is Key
Slots are enclosed features, with usually just one open end. That is, there is less space for the cut chips to escape the cutting zone. If stuck inside the cutting zone, they can deteriorate surface quality, tool life, and part tolerances.
Hence, proper management of chip evacuation is a necessity in slot machining. The general suggestion is to cut the slot in at least two passes. This way, there is adequate space for chip evacuation in the second and subsequent passes, which can be programmed to have high material removal rates.
Special tooling like cutters with chip breakers is another solution. They produce very fine chips that easily fly out of the cutting zone. Moreover, coolant/lubricant flushing and compressed air are also popular methods to remove chips from slots.

Keep the Spindle Loaded
Another tip is to make sure that there is no instant in the cutting cycle when the spindle becomes completely unloaded. To ensure this, at least one cutting tooth should always be engaged with the workpiece at any given moment. This is adjustable with the tool’s radial immersion with the workpiece.
The reason for this advice is that interrupted cutting is not good for the surface finish of slots. Additionally, it is counterproductive as less material is removed per unit of time with no added benefit. What’s more, the repetitive impulse load it puts on the system can cause vibrations and deteriorate machine life.
Down Milling
The back milling vs. down milling debate in machining also applies to slot milling. Whenever possible, machinists should choose down milling owing to its better stability and chip evacuation qualities. However, the setup should also be sturdy enough to bear the loading pattern of down milling.
Prefer Larger Cutter Diameters
When machining deep slots, the stability of the slot cutting tool is often a matter of concern. The long tool overhang for deep slotting can deflect and even break the tool in extreme cases.
In this case, a tool with a large diameter is preferable due to its higher strength. Moreover, tools with more rigid materials are another option to tackle such problems.
This is often not an easy task, though, as most slots are narrow but deep. Choosing big tools is not an option. In such situations, machinists just have to do the best they can with the available resources and limitations.

Optimize Feed
Planning the cutting feed is another core aspect of efficient slot milling. High feed rates can lead to thermal issues while low feed rates can reduce productivity. Therefore, a balanced federate is always preferred to avoid these problems.
This is an extensive topic with much more detail, warranting an in-depth study of cutting feed, and other machining parameters, before finalizing your cutting program.
Modern machine tool experts enhance machining performance with efficient toolpath planning. Through extensive research and experimentation, the industry has come up with different toolpath solutions for slot milling operations that improve the overall quality of the process, part, and machine tool health.
Conventional
Conventional milling is the simplest toolpath for slot milling, comprising straight cuts along the slot axis. It is productive and easy to program. Moreover, it is compatible with most cutting tools.
Its downsides include high vibrations for deep slots and hard-to-cut materials. Since the tool is always in cut, it faces high radial forces, which makes it unstable for deep cuts. Furthermore, it also causes rapid heat generation.
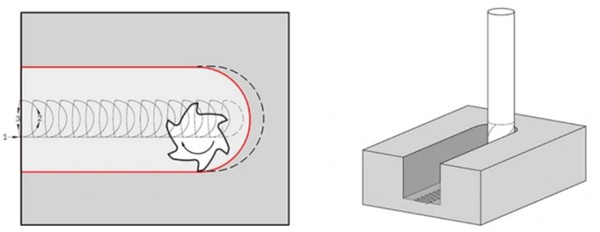
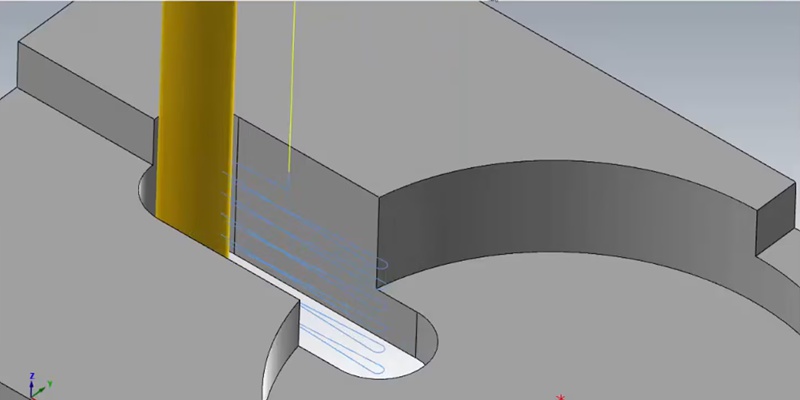
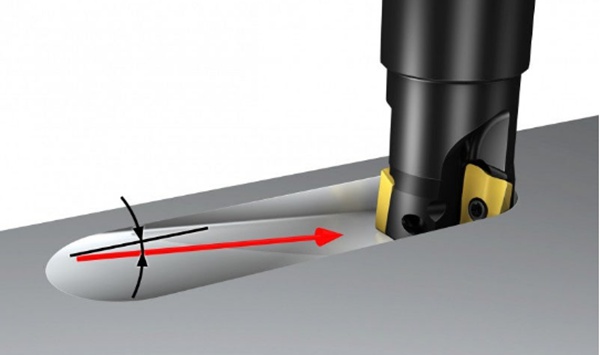
Trochoidal
Trochoidal milling is a special toolpath technique where the tool follows a trochoidal path. In slot milling, it is highly beneficial as it is more stable, gives the cutting edges enough time to stay cool, and leaves enough space for efficient chip evacuation.
Additionally, it works well for hard-to-cut materials due to lower average radial cutting forces. However, it requires more complex programming and tool selection.
Plunging
Plunging is when the whole slot is machined solely by axial cuts, like drilling, but with a milling cutter. It is not the most productive method, but it is the most stable as the non-existent radial forces minimize tool deflections, vibrations, and heat-up issues. Thus, it is preferable for setups where the tool is vulnerable to any of these problems. This includes long tool overhangs and deep slotting.
Furthermore, plunging does not leave a good surface finish, especially on the walls of the slot. Thus, a finish cut with other toolpath methods is still required at the end.



